
Välkommen till Dr. Galva informationsavdelning
Här hittar du svar på de vanligaste frågorna om galvanisering. Oavsett om du vill veta mer om våra produkter eller beställningsprocessen – på den här sidan hittar du omfattande information. Om du ändå har en fråga som inte besvaras här, tveka inte att kontakta oss.
Här hittar du Galvaniseringsguide:

Om du är intresserad av information om de senaste utvecklingarna eller andra publikationer kan du ta en titt i avsnittet ”Publikationer”: Publikationer
- Vad är skillnaden mellan brunering och patinering?
-
Skillnaden mellan brunering och patinering ligger i metoder, material och slutresultat, även om båda processerna syftar till att skapa en skyddande eller dekorativ yta på metall:
Brunering:
- Förfarande: En kemisk process där järn eller stål genom reaktion med oxiderande kemikalier omvandlas till ett svart eller mörkblått lager (oxidlager).
- Material: Vanligtvis används på stål och järn.
- Slutresultat: Skapar en mörk, matt eller lätt glänsande yta som fungerar som korrosionsskydd och samtidigt är visuellt tilltalande.
- Användning: Vanligt förekommande på vapen, verktyg eller andra ståldelar, för att skydda dem och ge en mörk estetik.
Patinering:
- Förfarande: En kemisk eller naturlig process där metaller som koppar, brons eller mässing oxiderar och bildar en färgad yta (patina).
- Material: Främst tillämpad på koppar, brons och mässing.
- Slutresultat: Skapar ofta gröna, blå eller bruna nyanser (t.ex. den välkända gröna patinan på koppartak), som oftast är dekorativa och dessutom fungerar som ett skyddande skikt.
- Användning: Vanligt förekommande inom konst, skulptur eller arkitektur, för att skapa en antik eller estetiskt åldrad yta.
Sammanfattningsvis: Brunering används främst på stål för att skapa ett mörkt, funktionellt skyddande skikt, medan patinering används på koppar och liknande metaller för att skapa en dekorativ, färgad yta.
- Hur kan jag svärta mässing? Vilken produkt rekommenderar du för detta?
-
För att ge mässing en svart yta är patinering bäst lämpad. Patiniergel Nero är speciellt utvecklat för att ge mässing en mörk yta. Det är enkelt att använda och skapar en hållbar, dekorativ patina.
Vid utspädning kan man även uppnå mycket bra bruna toner.
- Vilka är skillnaderna mellan de olika bruneringen?
-
Dr. Galvas bruneringar skiljer sig främst åt genom appliceringsmetoden och de specifika användningsområdena. Här är de väsentliga skillnaderna mellan de tre typerna:
Ultra-3 Doppbruneringsmedel
- Användning: Doppbruneringsmedlet är idealiskt för bearbetning av flera arbetsstycken samtidigt eller för komplexa former som kräver en jämn beläggning. Vid denna metod sänks hela arbetsstycket ner i bruneringslösningen.
- Fördelar: Metoden ger en jämn, genomgående brunering, även i svårtillgängliga områden. Den är särskilt lämpad för större arbetsstycken och industriella tillämpningar.
- Användningsområden: Optimal för brunering av ståldelar i massproduktion eller i verkstäder där många delar behandlas samtidigt.
Ultra-5 Snabbbrunering
- Användning: Denna universella brunering är mångsidig och kan appliceras både genom nedsänkning och genom direkt applicering. Den är lämplig för ett brett utbud av material och arbetsstycken.
- Fördelar: Bruneringen erbjuder flexibilitet i användningen och är en utmärkt allroundlösning för olika projekt. Den är lätt att hantera och kräver ingen särskild utrustning.
- Användningsområden: Perfekt för hantverkare och gör-det-självare som söker en mångsidig lösning för olika bruneringsuppgifter, oavsett om det gäller små eller stora delar.
Ultra-7 Penselbrunering
- Användning: Vid penselbruneringen appliceras lösningen direkt på ytan av arbetsstycket, exempelvis med en pensel eller trasa. Denna metod är särskilt lämpad för behandling av små ytor eller för efterbehandling.
- Fördelar: Metoden möjliggör en exakt och kontrollerad applicering, idealisk för reparationer eller för arbetsstycken som inte kan nedsänkas helt. Den är snabb och enkel att använda, även på plats.
- Användningsområden: Lämplig för mindre projekt, reparationer eller för att fräscha upp redan befintliga bruneringar. Den är idealisk för hantverkare som vill behandla specifika områden utan att bearbeta hela arbetsstycket.
Sammanfattning:
- Nedsänkningsbrunering: För jämna och fullständiga beläggningar av flera eller stora arbetsstycken.
- Snabbbrunering: Mångsidig, kan appliceras både genom nedsänkning och genom direkt applicering, för olika material.
- Penselbrunering: Exakt och enkel applicering för mindre ytor eller efterbehandling.
Varje typ av brunering från Dr. Galva erbjuder specifika fördelar och är optimerad för särskilda användningsområden, så att du kan välja rätt metod för varje uppgift.
Dr. Galvas bruneringar är speciellt utvecklade för stål, järn eller gjutjärn. Det finns även bruneringar som är lämpliga för legeringar som koppar eller mässing – dessa är då patineringar. - Vilken olja efter bruneringen?
-
Efter bruneringen rekommenderas användning av ett speciellt korrosionsskyddsolja, som är utvecklat för brunerade ytor. Här är några alternativ:
-
Speciella brunoljor: Dessa oljor är speciellt formulerade för att försegla och skydda brunerade ytor. De erbjuder ett högt korrosionsskydd och bevarar den svarta ytan.
-
Vapenolja: Vapenolja, som används för underhåll av eldvapen, är ett bra val. Den är utformad för att skydda metalliska ytor mot korrosion och passar därför även utmärkt för brunerade delar.
-
Linolja: För ett naturligt skydd är även linolja lämplig, eftersom den bildar ett tunt skyddande lager och samtidigt framhäver bruneringen. Den är dock mindre hållbar än specialoljor.
-
Mineralolja: En lätt mineralolja kan även användas, särskilt om ingen speciell brunolja finns till hands. Den ger ett grundläggande skydd mot fukt, men är kanske inte lika effektiv som mer specialiserade produkter.
Viktigt är att applicera oljan jämnt och tunt för att säkerställa ett enhetligt skyddande lager, samt att torka bort överflödig olja efter några minuter så att ytan inte blir klibbig.
-
- Hur torkar de efter bruneringen?
-
Torka delarna direkt efter bruneringen med en ren, ludd-fri trasa, eftersom annars kan korrosion uppstå.
När det gäller väntetiden efter bruneringen: Det är viktigt att bruneringen är helt genomförd och att ytan är torr innan du börjar lacka. Vanligtvis räcker en kort väntetid på cirka 30 minuter till 1 timme för att säkerställa att ytan är stabil. Om luftfuktigheten är hög kan det vara klokt att vänta lite längre eller försiktigt värma upp delarna för att påskynda torkningsprocessen.
- Är det nödvändigt att olja de brunerade delarna även om de därefter ska lackeras?
-
Oljeappliceringen på de brunerade delarna tjänar primärt som ett extra korrosionsskydd genom att försegla ytan och skydda mot fukt. Om du däremot vill lacka de brunerade metallplåtarna med klarlack, kan oljeappliceringen faktiskt utelämnas eftersom klarlacken tar över det skyddande lagret.
- Hur starkt är korrosionsskyddet hos en brunering?
-
Korrosionsskyddet hos en brunering är begränsat och erbjuder vanligtvis bara ett måttligt skydd mot rost. Snabbbruneringen skapar ett tunt, svart oxidskikt på metallens yta, vilket i viss mån skyddar mot korrosion, men det är inte lika effektivt som en tjockare, industriell brunering eller en beläggning.
Faktorer som påverkar korrosionsskyddet:
-
Skiktets tjocklek: Eftersom oxidskiktet som bildas genom bruneringen är relativt tunt, erbjuder det bara ett ytligt skydd.
-
Omgivningsförhållanden: I fuktiga eller aggressiva miljöer, såsom i salt luft, är skyddet från en brunering ofta otillräckligt och kan relativt snabbt svika om ytan inte behandlas ytterligare.
-
Efterbehandling: Korrosionsskyddet kan förbättras avsevärt om den brunerade ytan efter behandlingen behandlas med en lämplig korrosionsskyddsolja. Denna efterbehandling förseglar ytan och skyddar den mot fukt och andra korrosiva påverkningar.
Sammanfattning:
Utan efterbehandling erbjuder bruneringen endast ett begränsat korrosionsskydd och är huvudsakligen lämplig för dekorativa eller tillfälliga tillämpningar. För långsiktigt skydd, särskilt i krävande miljöer, är en efterbehandling med olja eller en annan skyddande beläggning nödvändig.
-
- Stånganod eller plattanod - vilken är rätt?
-
Valet mellan en stavanod eller en plattanod beror på flera faktorer:
1. Arbetsstyckets storlek och form
- Plattanod: Idealisk för större arbetsstycken eller när en jämn skikttjocklek över en större yta önskas. Perfekt för badgalvanisering.
- Stavanod: Bättre för mindre arbetsstycken eller när beläggningen ska appliceras på specifika områden. Perfekt för pennplätering.
2. Strömfördelning
- Plattanod: Ger en jämnare strömfördelning tack vare sin större yta, vilket är idealiskt för enhetliga beläggningar.
- Stavanod: Kan leda till ojämn avsättning, särskilt om avståndet till katoden inte är konstant. Vid badgalvanisering kan detta resultera i en för hög anodisk strömtäthet.
3. Placering av elektroder
- Plattanod: En symmetrisk konfiguration med två motsatta plattanoder möjliggör en jämn metallavsättning.
- Stavanod: Bör placeras så att avståndet till arbetsstycket förblir så konstant som möjligt för att undvika variationer i skikttjocklek. Strömmen tar alltid den kortaste vägen!
4. Stavanod för pennplätering
- En stavanod används främst vid pennplätering (även kallad tampongalvanisering), eftersom den möjliggör en precis applicering av beläggningen.
- Perfekt för retuschering av små områden eller för arbetsstycken som inte kan sänkas helt i ett galvaniskt bad.
5. Plattanod för badgalvanisering
- Plattanoder är särskilt fördelaktiga för badgalvanisering, eftersom de säkerställer en jämn metallavsättning på större arbetsstycken.
- I en badprocess omges arbetsstycket av elektrolyten från flera sidor, vilket säkerställer en homogen beläggning.
- Två motsatta plattanoder ger en symmetrisk strömfördelning och förbättrar beläggningskvaliteten avsevärt.
Slutsats
- För en jämn skikttjocklek och större arbetsstycken → Plattanod, särskilt vid badgalvanisering.
- För mindre eller precisa beläggningar → Stavanod, särskilt vid pennplätering.
- Tänk alltid på elektrolytens egenskaper och strömfördelningen!
- Vad behöver jag för galvanisering?
-
1. Strömkälla
- En justerbar likströmskälla med lämplig spänning och strömstyrka för den valda elektrolyten.
2. Elektrolytlösning
- En specialiserad elektrolytlösning som innehåller metalljoner (t.ex. koppar elektrolyt för kopparavlagring, nickelelektrolyt för nickelplätering).
3. Anod (Positiv pol, +)
- Kopparanod för kopparplätering
- Nickelanod för nickelplätering
- Zinkanod för zinkelektrolyt
- Aluminiumanod för kromelektrolyt (alternativt platinaanod)
- Rostfri stål- eller platinaanod för ädelmetaller eller speciella elektrolyter
4. Katod (Negativ pol, -)
- Arbetsstycket som ska beläggas (t.ex. metallkomponenter, smycken).
5. Behållare
- En plastbehållare eller tank (kemikaliebeständig) för galvaniseringsbadet.
6. Ledningar och klämmor
- Krokodilklämmor och kablar för att ansluta elektroderna till strömkällan.
7. För- och efterbehandlingsmedel
- Rengöringsmedel & aktivatorer (t.ex. avfettningsmedel, betlösningar – inklusive konditionerare).
- Passivering & skyddsmedel (t.ex. brunoleringsolja) för att skydda beläggningen.
8. Skyddsutrustning
- Handskar, skyddsglasögon och eventuellt andningsskydd för säker hantering av kemikalier.
- Vilket set eller nätaggregat ska jag välja?
-
Först bör du bestämma vad du vill uppnå, alltså vilken slutlig beläggning du vill ha.
Alternativen är krom, koppar, nickel och zink.
Dessutom finns det kombinationer av koppar/nickel, krom/nickel samt det stora setet.
Setet för krom finns endast som en krom/nickel-kombination, eftersom föremålet alltid bör förnicklas innan förkromning, då krom endast avsätts i ett tunt skikt ovanpå nicklet.
Koppar under nickel är ofta fördelaktigt eftersom det kraftigt förbättrar korrosionsskyddet, hjälper till att jämna ut ojämnheter och möjliggör polering.
Det stora setet är idealiskt om du vill kunna göra allt.
Självklart kan du även använda varje set för andra ändamål i framtiden genom att helt enkelt komplettera med rätt elektrolyter och anoder, så kan du applicera en annan beläggning.
Nästa fråga är vilket nätaggregat som behövs. Vi erbjuder ett litet nätaggregat med max. 3A och ett kraftfullt med 10A.
Valet beror på storleken på det objekt som ska beläggas. Om du planerar att belägga större föremål i framtiden är det starka nätaggregatet (10A) det bästa valet. Då behöver du bara skaffa större bad och belägga i dem (samt ha tillräckligt med elektrolyt).
Generellt sett arbetar man inom galvanoteknik med strömtäthet, eftersom varje elektrolyt har sitt optimala område. Detta anges i A/dm².
För att beräkna den nödvändiga strömstyrkan multiplicerar du den rekommenderade strömtätheten för den aktuella elektrolyten med ytan av arbetsstycket i dm². Spänningen anpassas automatiskt när strömstyrkan ställs in via strömbegränsningen (spänningen minskas automatiskt tills den valda strömmen uppnås).
I tabellen nedan kan du se vilken effekt som behövs.
Elektrolyt Utgångsström 3A* 5A* 10A* Krom 0,6 1 2 Koppar (surt) 5 8,5 17 Koppar (alkaliskt) 15 25 50 Nickel 10 17 34 Zink 12 20 40 Zink-Nickel 3,3 5,5 11
- Vad är galvanisering?
-
Galvanisering, även känd som elektroplätering, är en elektrochemisk process där ett tunt metallskikt appliceras på ett annat material. Denna process används ofta för att förädla ytan på ett objekt, skydda mot korrosion, öka slitstyrkan eller förbättra utseendet.
Så fungerar galvaniseringen:
-
Förberedelse av arbetsstycket: Det arbetsstycke som ska beläggas måste rengöras noggrant för att avlägsna föroreningar såsom olja, fett eller rost. Detta är avgörande för metallskiktets vidhäftning.
-
Elektrolytlösning: Arbetsstycket doppas ner i en elektrolytlösning som innehåller en lösning av metalljoner som ska avsättas på arbetsstycket. Arbetsstycket fungerar då som katod (negativt laddad) och en metallanod (positivt laddad) används som källa för metalljonerna.
-
Tillämpning av elektrisk ström: En elektrisk ström leds genom elektrolytlösningen. De positivt laddade metalljonerna rör sig mot den negativt laddade katoden där de avsätts som ett fast metallskikt. Tjockleken och kvaliteten på metallskiktet kan styras genom strömmens styrka, elektrolytens sammansättning och processens varaktighet.
-
Avslut: Efter beläggningsprocessen rengörs arbetsstycket och poleras vid behov för att uppnå önskat resultat.
Tillämpningar av galvanisering:
- Korrosionsskydd: Metaller som zink eller nickel appliceras på stål för att förhindra rostbildning.
- Dekorativ beläggning: Ädelmetaller som guld eller silver appliceras på smycken eller dekorativa föremål för att förbättra utseendet.
- Slitageskydd: Hårdare metaller som krom appliceras på verktyg eller maskindelar för att förlänga deras livslängd.
- Elektroniska tillämpningar: Inom elektronik appliceras tunna metallskikt på kretskort eller kontakter för att förbättra den elektriska ledningsförmågan.
Galvanisering är en utbredd teknik inom industrin och hantverket och spelar en viktig roll i många produktionsprocesser.
-
- Galvanoteknikens processer
-
I följande avsnitt presenteras de olika metoderna inom galvanoteknik, där även de grundläggande arbetsverktygen för varje metod tas upp. I allmänhet skiljer man mellan tre olika galvaniska processer, nämligen trumgalvanisering, stift-/tampongalvanisering och badgalvanisering.
Översikt över metoderna
Man skiljer mellan 3 processer för galvanisk avsättning av metaller. Dessa är badgalvanisering, stiftgalvanisering (eller även tampongalvanisering) samt trumgalvanisering. Var och en av dessa metoder har sina fördelar och nackdelar.
Metod Fördelar Nackdelar Badgalvanisering - Automatisk genomförande av galvaniseringsprocessen
- Skikt tjocklekar från några mikrometer till flera millimeter kan uppnås
- Kräver ett kraftfullt nätaggregat
- Stora behållare nödvändiga
- Stora mängder elektrolyt
- Opraktiskt för galvanisering av små delar
Stiftgalvanisering / Tampongalvanisering - Galvanisering av stora ytor genomförbar
- Ett nätaggregat med låg effekt krävs, eftersom strömmen bara flyter vid en liten kontaktpunkt
- Liten mängd elektrolyt behövs
- Endast tunna skikt kan uppnås, vilket ger knappt något korrosionsskydd
- Galvaniseringsprocessen är inte automatiserad
- Mycket tidskrävande
- Ansträngande
Trumgalvanisering - Utmärkt lämpad för galvanisering av små delar
- Relativt jämn beläggning tack vare kontinuerlig rotation
- Galvaniseringsprocessen är automatisk
- Snabb att fylla på
- Kräver ett kraftfullt nätaggregat
- Stora behållare är oumbärliga
- Stora mängder elektrolyt
- Arbetsstyckena får små stötskador
- Ett visst antal delar krävs för att säkerställa kontinuerlig kontakt, eller att trummans storlek är lämplig
Metoden för badgalvanisering
Vid badgalvanisering doppas det objekt som ska galvaniseras tillsammans med anoden i en elektrolyt. Dessutom genereras ett strömflöde, vilket leder till att metall avsätts på objektet.
Badgalvanisering är en metod som ofta används inom industrin. Vanligtvis kromeras, förgylls eller förnicklas objekt i mycket stora badkar. För detta används ofta stativ där de delar som ska beläggas hängs upp. För att öka möjligheten till hög strömtäthet och därmed snabbare avsättning kan man använda en rörelse i badet. Detta kan ske genom inblåsning av luft, pumpning eller genom att röra på stativet.
Fördelaktigt är att metoden är enkel att genomföra och att stora strömflöden kan genereras, vilket gör det möjligt att avsätta även tjocka metallskikt. Nackdelen är att stora mängder elektrolyt krävs för att fylla badkaren. Av denna anledning är badgalvanisering inom privat- eller hobbyområdet endast lämplig för mindre delar.
Nödvändig grundutrustning
För att genomföra metoden för badgalvanisering behövs en reglerbar likströmskälla, ett badkar eller en behållare samt anslutningskablar.
När det gäller strömkällan kan det exempelvis vara ett labbnätaggregat, där både volt- och amperemätare, dvs. spänning och ström, bör finnas. Behållaren bör vara så stor att det objekt som ska galvaniseras kan doppas helt. Den bör vara gjord av ett material som är resistent mot alkalier och syror; förutom plastbehållare är även glasbehållare mycket lämpliga. Dessutom behövs kablar för att ansluta strömförsörjningen både till anoden och till objektet. För att undvika förväxlingar, använd alltid en röd kabel för (+)-polen och en svart kabel för (-)-polen.
Anodens yta
Grundläggande gäller: Anodens yta bör vara så stor som möjligt, motsvarande ytan på det objekt som ska galvaniseras. Om anodytan istället är för liten kan det hända att skikten avsätts ojämnt.
Denna effekt uppstår eftersom strömmen inte fördelas jämnt i elektrolyten (spridning) och tar den kortaste vägen. I området med den kortaste vägen blir strömmen högre och skiktet avsätts tjockare. Även anodens form och placering måste vara sådan att strömmen fördelas jämnt.
En större anod påverkar inte resultatet negativt. Dock kan en ogynnsam anodisk strömtäthet (anodisk effektivitet) leda till en starkare passivering (beroende av elektrolyten), vilket reducerar strömflödet. Om detta inträffar bör anoden rengöras.
Metoden för stift- respektive tampongalvanisering
Om fastmonterade eller stora objekt ska galvaniseras är stiftgalvanisering den bästa metoden. Till detta används en metallstav, kopplad som anod (+), vars spets är utrustad med antingen en tyg- eller svamp-tampon (för enkelhetens skull använder vi bara ordet "tampon"). Tamponen fungerar som en mottagare för elektrolyten och suger upp den önskade elektrolyten helt. Medan det objekt som ska galvaniseras är anslutet till katoden (-), försätts arbetsstycket med tamponen i en cirkulär rörelse. På detta sätt möjliggörs ett strömflöde och efter några sekunder avsätts ett metallskikt vid de aktuella kontaktpunkterna.
Den cirkulära rörelsen är mycket viktig eftersom en hög ström flyter över en liten kontaktyta. Så snart man stannar med tamponen på en viss plats kan den platsen bli matt och mörkna (brännskador), och denna effekt inträffar snabbare ju högre strömflödet är. Därför krävs lite erfarenhet, vilket man dock snabbt får. Att föra tamponen fram och tillbaka är mindre lämpligt, eftersom rörelsen då tillfälligt avbryts och vid hög strömtäthet kan redan brännskador uppstå.
Helst bör anoden huvudsakligen vara tillverkad av inert material, såsom platina eller grafit (och delvis även rostfritt stål), eller av det material som elektrolyten består av.
Nödvändig grundutrustning
För att genomföra metoden för stift- eller tampongalvanisering, respektive stiftgalvanisering, behövs en reglerbar likströmskälla, det vill säga ett reglerbart nätaggregat med digital spännings- och strömmätare, en stiftanod med anodhållare (galvaniskt stift), ett kabelset samt en tampon eller svamp. Stiftanoden (eller anodhållaren) måste anslutas till (+)-polen på nätaggregatet med hjälp av en kabel. Dessutom måste anoden utrustas med en tampon eller svamp så att det kompletta galvaniska stiftet är redo att användas. Själva arbetsstycket ansluts, liksom med de tidigare beskrivna metoderna, till (-)-polen.
Svamp & Tampon
När svampar eller tamponer används, är det tillbehör som suger upp elektrolyten. Denna egenskap är oumbärlig eftersom elektrolyten under galvaniseringsprocessen måste hållas mellan anoden och arbetsstycket för att avge metalljoner. Helst bör tamponer för galvanisering ha mycket hög sugförmåga och vara robusta. Galvaniska tamponer bör inte heller vara för tunna, eftersom det annars kan uppstå isoleringseffekter på grund av lokalt högt tryck, vilket hindrar den elektriska strömmen från att ledas vidare. Dessutom bör en galvaniseringstampon inte ha yttre sömmar, eftersom dessa kan orsaka repor på metallen.
Förtjockningsmedel respektive gelbildare
Med ett förtjockningsmedel, även kallat gelbildare, avses ett specifikt medel som används för att öka viskositeten i elektrolytlösningen. Förtjockningsmedel tillsätts elektrolyten så att den blir mer trögflytande. Det finns speciella förtjockningsmedel som är designade för de olika galvaniska elektrolyterna. Om man använder eller blandar in vanliga medel blir elektrolyten vanligtvis oanvändbar. Med hjälp av galvaniska gelbildare kan i princip alla typer av elektrolyter förtjockas. Genom att förtjocka elektrolyten säkerställs att vätskan inte droppar, att man kan arbeta renare och att elektrolyten används sparsamt. Dock bör elektrolyten inte bli för trögflytande.
För att förtjocka en elektrolyt bör du fylla en behållare med så mycket elektrolyt som du förväntar dig behöva och under jämn omrörning tillsätta så mycket gelbildare tills önskad konsistens respektive fasthet uppnås. Arbeta noggrant och långsamt. Se till att användningen av pulver inte medför överdriven dammbildning. Om du har förtjockat elektrolyten för mycket kan du späda ut den genom att tillsätta oförtjockad elektrolyt.
Metoden för trumgalvanisering
För galvanisering av stora mängder små delar är metoden för trumgalvanisering ideal, särskilt för delar som inte kan fästas på stativ eller endast med stor ansträngning. I grunden motsvarar galvaniseringsprocessen den för badgalvanisering, men de objekt som ska galvaniseras placeras löst i en långsamt roterande trumma. Arbetsstyckena kommer i kontakt via en centralt placerad kontaktstav, fritt rörliga klöppel (kablar med ledande kåpa) eller via lämpliga kontaktpunkter i trummans vägg; trumman sätts i rotation med hjälp av en motor. Den jämna rörelse som uppstår säkerställer en relativt jämn beläggning av de små delarna, men det kan ändå uppstå små skillnader eftersom vissa delar, på grund av okontrollerad blandning, kan vara i kontakt längre och därmed få en tjockare beläggning, eller tvärtom (dvs. kortare kontakttid och tunnare beläggning).
Fördelaktigt är att trumman snabbt kan fyllas, eftersom delarna enkelt kan läggas löst i den. Nackdelen är att arbetsstyckena alltid får små stötskador eftersom de blandas med varandra, vilket gör att denna process är mindre lämpad för en spegelblank finish – något som dock inte spelar någon roll för exempelvis skruvar. Dessutom krävs ett minimantal delar för att säkerställa att de kontinuerligt kommer i kontakt.
Nödvändig grundutrustning
För att genomföra metoden för trumgalvanisering behöver du en galvanistrumma. Förutom trumman utgör ett växellådemotor samt den mekanik som krävs de grundläggande komponenterna – tillsammans bildar dessa en trumgalvaniseringsanläggning. Liksom vid badgalvanisering behövs ett tillräckligt kraftfullt reglerbart nätaggregat och ett kabelset.
Fyllning av galvanistrumman
Grundläggande gäller: Galvanistrumman bör fyllas med arbetsstycken till högst 40–50 procent av dess kapacitet. Detta säkerställer att komponenterna kan röra sig fritt och förhindrar att de fastnar, snett läggs eller till och med blockeras. Om detta sker kan det leda till att en ideal beläggning, och därmed en jämn galvanisering, inte uppnås på grund av otillräcklig kontakt vid kontaktpunkterna. Se till att delarna även kommer i kontakt med kontaktstiften.
Notera: Kulor utgör det optimala fyllnadsmaterialet, eftersom de inte kan snedställas. Detta säkerställer fri rörelse och ett optimalt galvaniseringsresultat.
- Hur förhåller sig spänningen och strömtätheten?
-
Inom galvanisering spelar spänning och strömtäthet en avgörande roll för kvaliteten på det avsatta skiktet. Båda parametrarna måste ställas in noggrant för att uppnå en jämn och högkvalitativ metallbeläggning.
1. Spänning:
- Funktion: Spänningen (mätt i volt) driver den elektriska strömmen genom elektrolyten, som transporterar metalljonerna från anoden till katoden (arbetsstycket) där de avsätts som en metallbeläggning.
- Påverkan: För hög spänning kan leda till att metalljonerna avsätts för snabbt, vilket kan ge ett grovt, poröst eller till och med pulverigt skikt. För låg spänning kan däremot leda till att avsättningen sker för långsamt, vilket minskar processens effektivitet och resulterar i ett ojämnt skikt.
- Beroende av avståndet: Spänningen måste justeras i förhållande till avståndet mellan anoden och katoden, eftersom elektrolytens elektriska motstånd ökar med avståndet. Ju längre anoden är från katoden, desto högre måste spänningen ställas in för att uppnå en tillräcklig strömtäthet. Spänningsangivelserna för våra elektrolyter ska betraktas som riktvärden och avser ett avstånd på cirka 10 cm. Om detta avstånd varierar bör spänningen justeras därefter.
- Maximalvärden: Observera att de angivna maximalvärdena för spänningen ofta bara kan uppnås under ideala förhållanden, exempelvis vid användning av rörelse i badet (t.ex. genom omrörning eller pumpning) som får elektrolyten att cirkulera jämnt runt arbetsstycket och därigenom förhindrar heta punkter eller ojämn avsättning.
2. Strömtäthet:
- Definition: Strömtätheten är strömmen i förhållande till elektrodyta, och anges i ampere per kvadratdecimeter (A/dm²). Den beskriver förhållandet mellan den elektriska strömmen och elektrodens yta och är en avgörande faktor för kvaliteten på metallavsättningen.
- Påverkan på katoden (arbetsstycket): Den katodiska strömtätheten påverkar i hög grad kvaliteten på beläggningen på arbetsstycket (katoden). För varje elektrolyt finns ett optimalt strömtäthetsintervall inom vilket avsättningen sker med goda resultat. För hög strömtäthet kan leda till grova, korniga skikt, medan för låg strömtäthet kan resultera i otillräckliga eller ojämna beläggningar.
- Påverkan på anoden: Den anodiska strömtätheten är avgörande för elektrolytens stabilitet. Helst bör metallen vid anoden (vanligtvis samma metall som avsätts) lösas upp lika snabbt som den avsätts vid katoden. Detta säkerställer en jämn metalljonkoncentration i elektrolyten och bidrar till badets långvarighet. I praktiken förekommer dock ofta avvikelser, vilket kan påverka elektrolytens stabilitet och processens effektivitet.
- Anpassning genom temperatur och rörelse: Högre strömtäthet kan uppnås genom att höja temperaturen och genom att röra elektrolyten eller arbetsstycket. Dessa åtgärder förbättrar jontransporten och hjälper till att göra avsättningen jämnare och mer effektiv.
- Beroende av arbetsstyckets och anodens form: Strömtätheten varierar även beroende på formen på arbetsstycket och anoden. Eftersom strömmen föredrar den kortaste vägen kan en ojämn strömfördelning leda till ojämna beläggningar, särskilt vid hörn, kanter eller komplexa geometriska former. En noggrann anpassning av anoden till arbetsstycket samt användning av hjälp-elektroder kan hjälpa till att lösa detta.
- Optimering: En noggrann anpassning av anoden till arbetsstyckets form samt användning av hjälp-elektroder kan hjälpa till att uppnå en jämn strömfördelning och därigenom säkerställa en homogen beläggning.
Samspelet mellan spänning och strömtäthet:
- Spänningen och strömtätheten är sammankopplade: En högre spänning leder i allmänhet till en högre strömtäthet, förutsatt att motstånden i systemet (såsom elektrolytens motstånd och ytans egenskaper) förblir konstanta.
- En justering av spänningen är ofta nödvändig för att uppnå önskad strömtäthet, men även andra faktorer såsom elektrolytkoncentration och temperatur påverkar samspelet.
Sammanfattning:
- Spänning driver processen och påverkar hastigheten för metallavsättningen. Den måste ställas in noggrant, särskilt med hänsyn till avståndet mellan anoden och katoden, för att uppnå en jämn beläggning.
-
Strömtäthet bestämmer mängden av den avsatta metallen per ytenhet och påverkar kvaliteten samt utseendet på beläggningen. Den måste noggrant anpassas till det optimala intervallet för att uppnå en högkvalitativ beläggning.
- Både den katodiska och den anodiska strömtätheten spelar en avgörande roll: Den katodiska strömtätheten påverkar skiktets kvalitet, medan den anodiska strömtätheten säkerställer elektrolytens stabilitet. Temperatur- och rörelsestyrning i badet kan hjälpa till att möjliggöra högre strömtäthet och förbättra processens stabilitet.
- Egenskaper hos de enskilda skikten
-
Varje applicerat skikt har vissa egenskaper som i slutändan påverkar slutresultatets kvalitet positivt. Även om beläggning med koppar för många material inte är absolut nödvändig, ger den ett kvalitativt bättre resultat.
Koppar avsätts snabbt och ger en särskilt slät yta. Dessutom är den mycket lätt att polera, vilket märkbart minskar polerkostnaderna. Nickel ökar beläggningens totala korrosionsbeständighet. Vid en efterföljande kromning bidrar den avsevärt till glansen hos kromskiktet.
Det sista, tunt applicerade skiktet utgör avslutningen med den önskade dekorativa eller tekniska funktionen.
- Korrosionsskydd hos skikten
-
Ett gott korrosionsskydd uppnås först genom ett tillräckligt tjockt skikt eller genom en lämplig skiktkombination. Ett tunt kromskikt på järn ger knappt något skydd, därför används minst kombinationen nickel-krom. Ett ytterligare fördel med det underliggande nickelskiktet är att genom nickeln (glansnickel) framträder glansen bättre. Om man dessutom vill förbättra korrosionsskyddet i en reducerande atmosfär, används skiktkombinationen koppar-nickel-krom, eftersom kopparn här gör ett bättre jobb.
Generellt gäller alltså:
Beroende på vilken metall som avsätts varierar korrosionsskyddet kraftigt. Även beroende på olika typer av elektrolyter finns stora skillnader. Många typer av skikt avsätts med mikroskopiskt fina porer – i dessa områden är skyddet obefintligt. För att täppa till porerna krävs tjockare skikt. En kombination av flera skikt förbättrar skyddet avsevärt. De olika skikten kompletterar varandra och korrosionsskyddet ökar exponentiellt, enligt mottot "1+1=5".
Exempel på korrosionsskydd
Nickel:
Ett rent nickelskikt ger först ett gott korrosionsskydd från 25µm, men i skiktkombinationen nickel-krom eller även koppar-nickel-krom förbättras skyddet avsevärt.
Zink:
För zink rekommenderas en skiktstjocklek på cirka 10µm. Zink har en långräckviddseffekt, vilket innebär att även oskyddade järnytor (t.ex. porer eller mekaniskt skadade områden) skyddas katodiskt.
Zink-Nickel:
Här möts kombinationen av två skyddande element: det aktiva zinket och det passiva nickeln. Båda elementen bildar ett gemensamt skikt med ökat skydd. De genomsnittliga skiktstjocklekarna ligger mellan 5µm och 10µm. Skikten är även korrosionsbeständiga vid temperaturer upp till 180°C, varför zink-nickel-skikt är idealiska för att skydda komponenter i förbränningsmotorer.
Här i exemplet ett kromat stativ med en uppenbart otillräcklig skiktstjocklek, respektive en olämplig utförning av grundskiktet:
- Beläggningens ordning
-
Beläggningen av ett arbetsstycke sker vanligtvis i flera steg, där olika skikt avsätts på objektets yta. Varje skikt har viktiga egenskaper för ett professionellt resultat.
Beroende på materialet och ytan är en förbehandling nödvändig. Exempelvis kräver syrekänsliga material som zink, innan beläggning med surt koppar-elektrolyt, ett skikt med alkalisk koppar-elektrolyt. Aluminium behandlas med aluminiumaktiverare, och koppar behöver, innan nickelskiktet appliceras utan ström, ett tunt skikt palladium.
Praktisk uppbyggnad av skiktordningen efter förbehandlingen:
- Glanskoppar för en bra utjämning
- Nickel som diffusionsbarriär
- Guld, silver eller krom som avslutande skikt
Det sista skiktet appliceras vanligtvis endast tunt.
- Spridningen i galvaniseringen
-
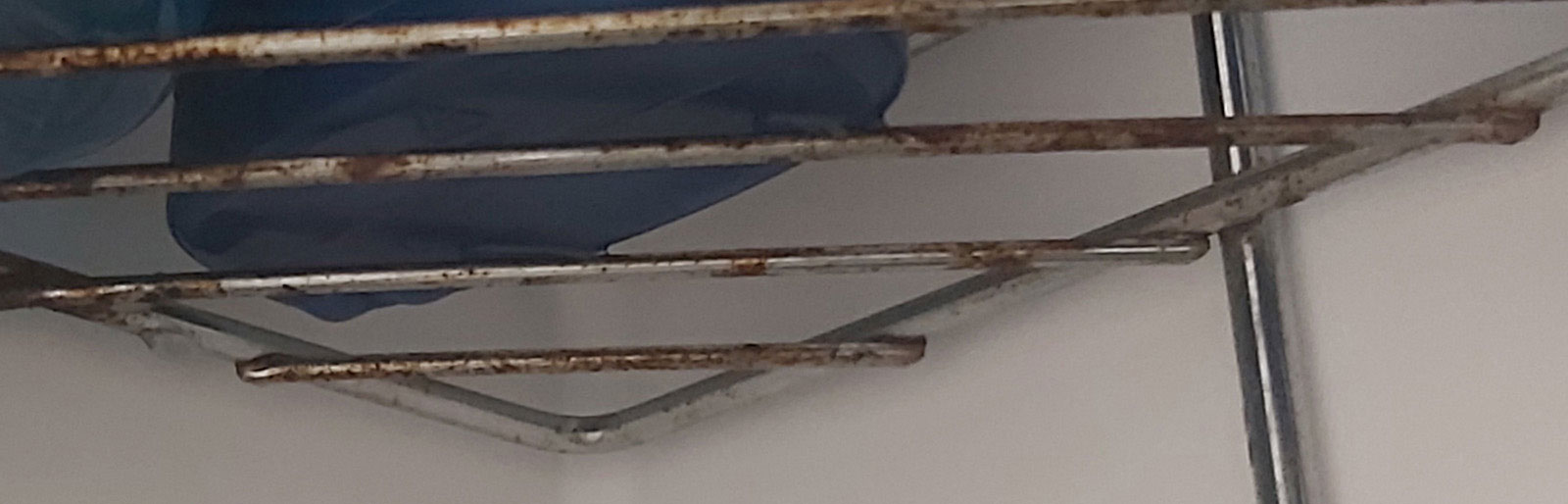
Här behandlar vi den mycket viktiga spridningen som måste beaktas. Anoden bör anpassas efter formen på det arbetsstycke som ska beläggas. Om det enbart är ett ökat strömflöde skulle det på de ställen närmare anoden bli mörkt och matt, eftersom den lokala strömtätheten då blir för hög.
Bra spridning (t.ex. koppar surt) vid användning av en platt anod. Ju mindre avståndet är, desto mer ström flyter på dessa ställen och desto mer metall avsätts där. Tack vare den goda spridningen avsätts dock ett tunt skikt även på baksidan. Dålig spridning (t.ex. zink svagt surt). Här avsätts metall endast på den anodenvända sidan. På baksidan flyter praktiskt taget ingen ström och där sker ingen avsättning, eller endast minimal. 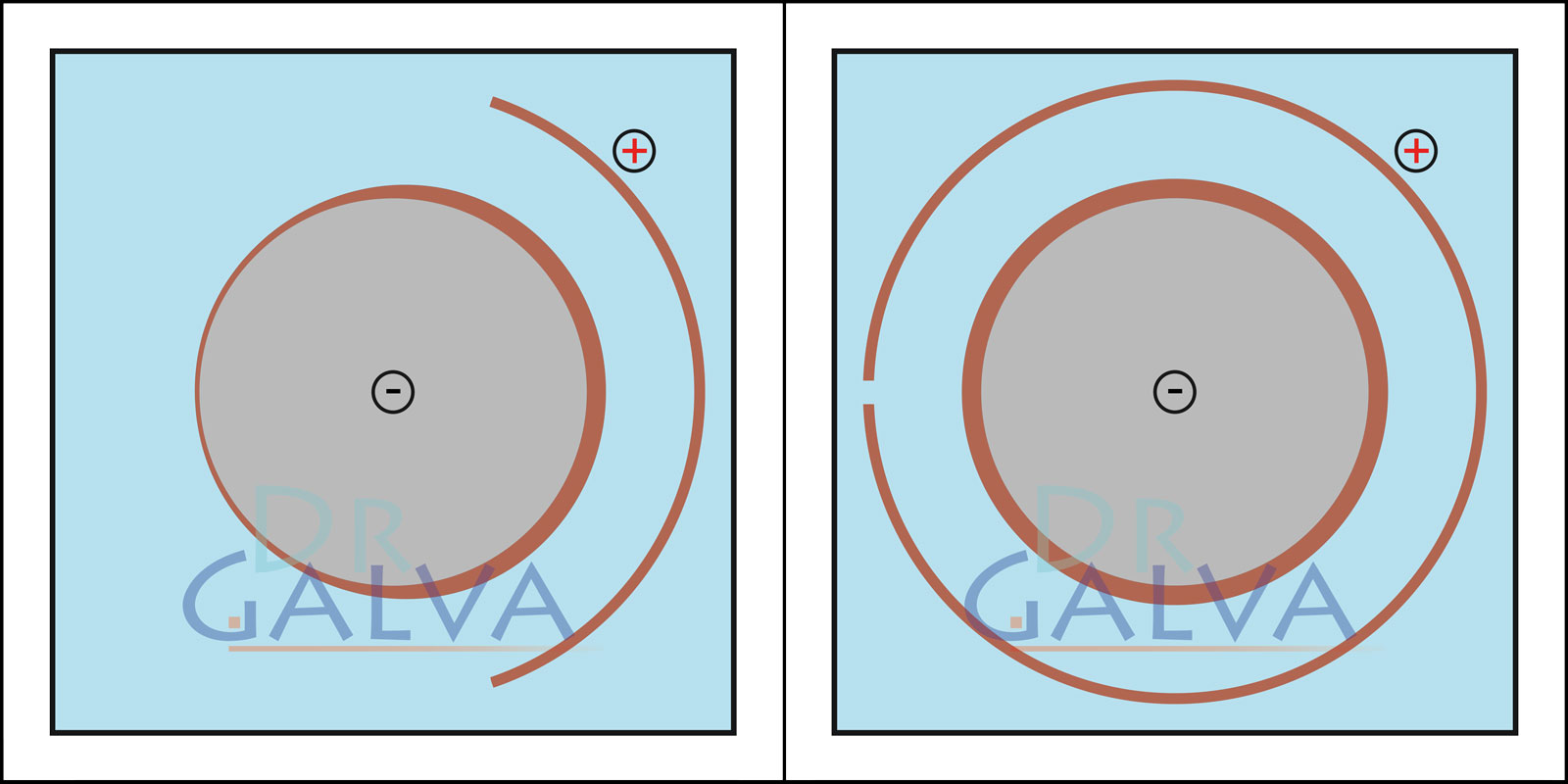
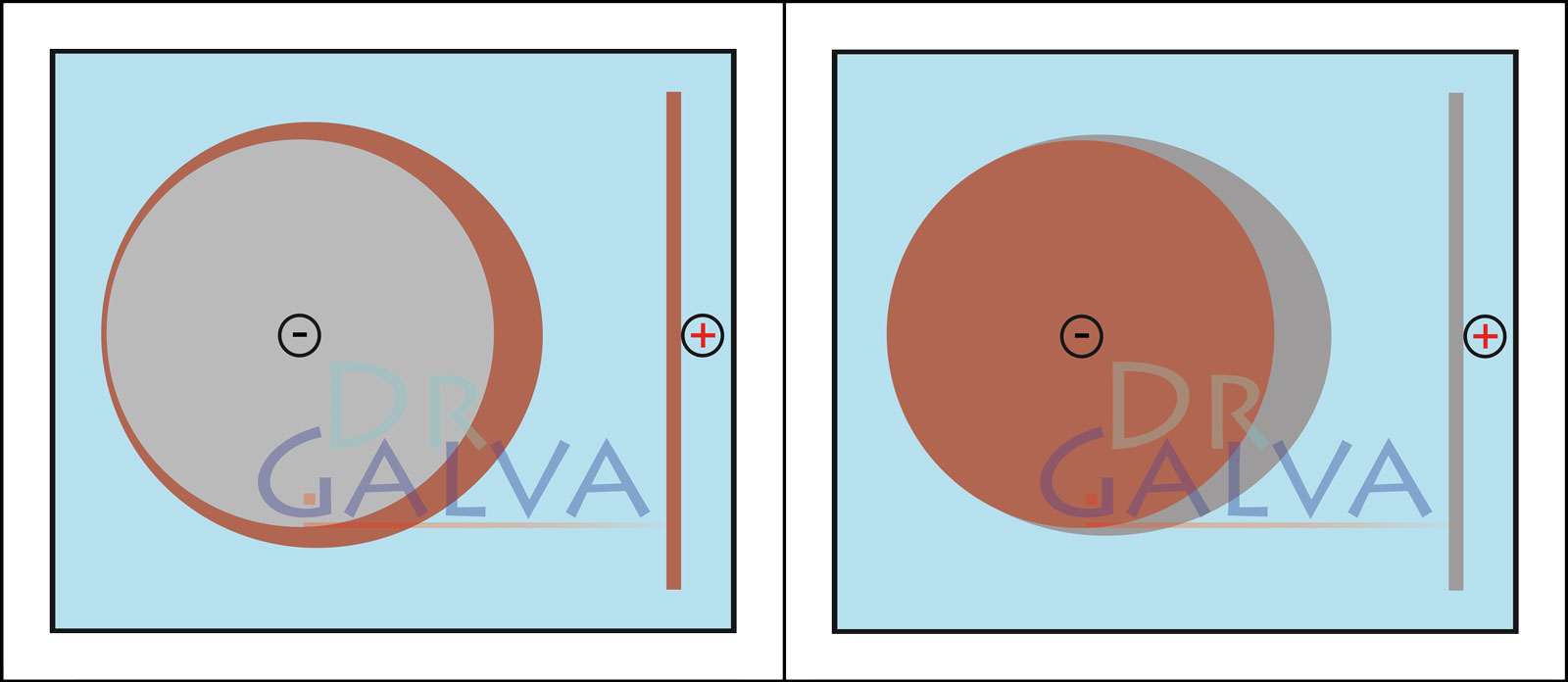
Vid en form som är anpassad till arbetsstycket avsätts metallen betydligt jämnare. På den anodonvända sidan blir skiktet tunnare. Totalt sett blir skiktet betydligt jämnare jämfört med en platt anod. I det galvaniska badet finns en ringanod och arbetsstycket. På detta sätt säkerställs att avståndet mellan anoden och arbetsstycket är lika stort runt om. För att uppnå en jämn avsättning är det inte nödvändigt att rotera arbetsstycket. 
Detta är den mest komplicerade formen, där metallen nästan endast avsätts på den anodenvända sidan. Med en anod som är anpassad efter arbetsstyckets form sker fortfarande en god avsättning inuti, även hörnen beläggs. Dock är detta ganska tidskrävande. - Grunderna inom galvanisering
-
Denna översikt omfattar väsentliga begrepp och processer som används inom galvanisering.
Grunderna i galvanisering
Galvanik:
- En elektrochemisk process för avsättning av metallskikt på ett elektriskt ledande substrat.
- Använder en elektrolytcell för att överföra metalljoner från en lösning till ett substrat.
Elektrolyt:
- En ledande vätska som innehåller metalljoner som ska avsättas.
- Exempel: Kopparsulfatlösning för kopparavsättning, nickelsulfatlösning för nickelavsättning.
Anod:
- Den elektrod där oxidation sker.
- Inom galvanisering är det ofta metallen som ska avsättas (t.ex. en kopparanod för kopparavsättning). Ett undantag utgör krom. Vid användning av kromelektrolyt (baserad på trevärdigt krom) får inga kromanoder användas, eftersom detta kan leda till bildning av mycket giftigt sexvärdigt krom (Krom VI)!
- Om anoder inte finns tillgängliga i elektrolytmaterialet, är användning av inerta anoder, såsom platina (pläterad titan-anod) eller grafit, ett alternativ.
- Grafitanoder har nackdelen att motståndet i anoden kan öka kraftigt, vilket gör den oanvändbar. Grafitanoder är mycket universellt användbara, men vi avråder från att använda dem eftersom de inte löses upp kemiskt, utan genom syreutvecklingen vid anoden kan partiklar komma in i badet och göra det grumligt. I den fortgående processen avsätts dessa partiklar tillsammans med beläggningen och den skapade ytan blir mörkare. Därför föredras metallanoder.
Kathod:
- Den elektrod där reduktion sker.
- Substratet där metallen avsätts.
Strömkälla:
- En likströmskälla som tillför den nödvändiga energin för att driva den elektrochemiska reaktionen.
Viktiga begrepp och processer
Elektrolys:
- Processen där kemiska reaktioner i elektrolytlösningen utlöses genom att en elektrisk ström appliceras.
Reduktion:
- En kemisk process där en atom eller jon tar upp elektroner.
- Vid metallavsättning reduceras en metalljon (t.ex. Cu²⁺) till ett metallatom (Cu).
Oxidation:
- En kemisk process där en atom eller jon förlorar elektroner.
- Vid metallavsättning oxideras ofta anoden för att frigöra metalljoner i lösningen.
Strömtäthet:
- Strömmen per ytenhet på elektroden.
- En viktig parameter som påverkar kvaliteten och hastigheten för metallavsättningen.
- Den katodiska strömtätheten är avgörande för kvaliteten på beläggningen på arbetsstycket (katoden). För varje elektrolyt finns ett optimalt strömtäthetsområde, inom vilket avsättningen sker med goda resultat. Om strömtätheten ligger utanför dessa parametrar kan skiktet bli matt.
- På anodens sida finns den anodiska strömtätheten. Denna är särskilt viktig för elektrolytens stabilitet. Det bör lösas upp lika mycket metall som avsätts vid katoden (arbetsstycket).
- I idealfallet löses anoden upp lika snabbt som metallen avsätts vid katoden, vilket skulle ge en mycket lång livslängd för elektrolyten. I praktiken finns det dock ofta avvikelser.
- Till exempel ackumuleras sura zinkelektrolyter snabbare än att metallen avsätts, vilket med tiden leder till att elektrolyten grumlas.
- Vid nickel löses anoden upp långsammare, vilket gör att elektrolyten successivt fattas på nickeljoner. I detta fall kan man tillsätta lämpliga nickelsalter för att öka innehållet igen. Emellertid får nickelsalter, på grund av deras faroklassificering, inte säljas fritt. För att förbättra anodens löslighet och minska passivering tillsätter tillverkaren dessutom kloridjoner i elektrolyten.
Överpotential:- Den extra spänning som krävs utöver det teoretiska jämvikts potentialet för att driva den elektrochemiska reaktionen.
- Påverkar effektiviteten och egenskaperna hos det avsatta metallskiktet.
Badsammanställning:
- Den kemiska sammansättningen av elektrolyten, som påverkar egenskaperna hos det avsatta metallskiktet.
- Tillsatser som glansbildare, ytaktivatorer och buffertlösningar används ofta för att förbättra skiktens egenskaper.
Typer av galvaniska beläggningar
Galvanisering med zink:
- Avsättning av zink på stål eller järn för att uppnå korrosionsbeständighet.
Vernickelung:
- Avsättning av nickel för dekorativa ändamål eller som underlag för ytterligare beläggningar.
Vergoldung:
- Avsättning av guld för dekorativa ändamål eller för elektriska kontakter på grund av dess utmärkta ledningsförmåga och korrosionsbeständighet.
Versilbern:
- Avsättning av silver, ofta för elektriska kontakter eller för att förbättra ledningsförmågan.
Kupparbeläggning:
- Avsättning av koppar, ofta som ett mellanlager eller för ledningsbanor inom elektronik.
Viktiga parametrar och kontroll
pH-värde:
- Elektrolytlösningens surhetsgrad, som påverkar avsättningens effektivitet och kvalitet.
Temperatur:
- Driftstemperaturen i elektrolytbadet, som påverkar reaktionshastigheten och skiktens egenskaper.
- För att uppnå optimala resultat bör arbetstemperaturen för respektive elektrolyt beaktas. Många elektrolyter fungerar redan optimalt vid rumstemperatur, vilket innebär att ingen extern värmekälla behövs.
Generellt kan man säga att nästan ingen elektrolyt fungerar bra under 15°C, därför är det viktigt att hålla koll på temperaturen om man märker problem med elektrolyten. Även arbetsstyckets temperatur bör beaktas – särskilt vid stiftgalvanisering.
Rörsystem:
- System för att röra elektrolytlösningen, för att säkerställa en jämn avsättning och undvika koncentrationsgradienter.
Säkerhetsaspekter
Skyddskläder:
- Användning av handskar, skyddsglasögon och rock för att undvika kontakt med kemikalier.
Ventilation:
- Säkerställ en god ventilation för att undvika ansamling av ångor och gaser.
Hantering av kemikalier:
- Säkert hantering och avfallshantering av kemikalier enligt lokala föreskrifter.
Typer av galvaniska beläggningar
Verzinkung (galvanisering med zink):
- Avsättning av zink på stål eller järn för att uppnå korrosionsbeständighet.
Vernickelung:
- Avsättning av nickel för dekorativa ändamål eller som underlag för ytterligare beläggningar.
Vergoldung:
- Avsättning av guld för dekorativa ändamål eller för elektriska kontakter på grund av dess utmärkta ledningsförmåga och korrosionsbeständighet.
Versilbern:
- Avsättning av silver, ofta för elektriska kontakter eller för att förbättra ledningsförmågan.
Kupparbeläggning:
- Avsättning av koppar, ofta som ett mellanlager eller för ledningsbanor inom elektronik.
Viktiga parametrar och kontroll
pH-värde:
- Elektrolytlösningens surhetsgrad, som påverkar avsättningens effektivitet och kvalitet.
Temperatur:
- Driftstemperaturen i elektrolytbadet, som påverkar reaktionshastigheten och skiktens egenskaper.
- För att uppnå optimala resultat bör arbetstemperaturen för respektive elektrolyt beaktas. Många elektrolyter fungerar redan optimalt vid rumstemperatur, vilket innebär att ingen extern värmekälla behövs.
Generellt kan man säga att nästan ingen elektrolyt fungerar bra under 15°C, därför är det viktigt att hålla koll på temperaturen om man märker problem med elektrolyten. Även arbetsstyckets temperatur bör beaktas – särskilt vid stiftgalvanisering.
Rörsystem:
- System för att röra elektrolytlösningen, för att säkerställa en jämn avsättning och undvika koncentrationsgradienter.
Säkerhetsaspekter
Skyddskläder:
- Användning av handskar, skyddsglasögon och rock för att undvika kontakt med kemikalier.
Ventilation:
- Säkerställ en god ventilation för att undvika ansamling av ångor och gaser.
Hantering av kemikalier:
- Säkert hantering och avfallshantering av kemikalier enligt lokala föreskrifter.
- Hur bygger jag en galvanisk cell för att avsätta metaller?
-
En galvanisk cell för avsättning av metaller, även kallad elektrolytcell eller galvaniseringscell, är en anordning som används för att avsätta ett metallskikt på en annan metall genom en elektrochemisk process. Här följer en steg-för-steg-guide för hur du bygger en sådan cell:
Material:
- Strömkälla: En reglerbar likströmskälla.
- Anod: Till exempel en kopparanod om koppar ska avsättas. Vid vissa lösningar måste en annan anod användas – observera anvisningarna för elektrolyten.
- Kathod (arbetsstycke): Det metallstycke på vilket den andra metallen ska avsättas (t.ex. ett smycke).
- Elektrolytlösning: En lösning som innehåller metalljoner av den metall som ska avsättas (t.ex. koppar-elektrolyt för kopparavsättning).
- Behållare: För att hålla elektrolytlösningen.
- Ledningskablar och krokodilklämmor: För att koppla elektroderna till strömkällan.
Uppbyggnad:
-
Förbered elektrolytlösningen:
- Fyll behållaren med elektrolytlösningen. För att avsätta koppar kan du till exempel använda en koppar-elektrolyt.
- Fyll behållaren med elektrolytlösningen. För att avsätta koppar kan du till exempel använda en koppar-elektrolyt.
-
Installera elektroderna:
-
Anod: Placera anoderna (t.ex. kopparplattan) i lösningen. Dessa elektroder levererar den metall som ska avsättas. Det bör användas två motstående anoder för att uppnå en jämn avsättning. Observera de medföljande illustrationerna. (Om det inte är möjligt att uppnå en sådan anordning, kan en jämn beläggning av arbetsstycket uppnås genom kontinuerlig rotation.)
Observera även avsnittet "Spridningen i galvaniseringen"
-
Kathod: Placera även kathoden (t.ex. smycket) i lösningen. Detta är arbetsstycket där metallen avsätts.
-
Anod: Placera anoderna (t.ex. kopparplattan) i lösningen. Dessa elektroder levererar den metall som ska avsättas. Det bör användas två motstående anoder för att uppnå en jämn avsättning. Observera de medföljande illustrationerna. (Om det inte är möjligt att uppnå en sådan anordning, kan en jämn beläggning av arbetsstycket uppnås genom kontinuerlig rotation.)
-
Koppla till strömkällan:
- Koppla anoden (kopparplattan) till den positiva polen på strömkällan.
- Koppla kathoden (arbetsstycket) till den negativa polen på strömkällan. Detta gör att kathoden blir negativt laddad, vilket leder till att metallen avsätts på den.
-
Slå på strömmen:
- Slå på strömkällan. Metalljonerna i lösningen (t.ex. Cu²⁺-joner) attraheras av kathoden eftersom den är negativt laddad. Jonerna reduceras till neutrala metallatomer och deponeras på kathodens yta.
Funktion:
-
Anod (kopparplatta): Genom strömflödet löses anoden delvis upp, vilket frigör kopparjoner (Cu²⁺) i lösningen. På så sätt hålls koncentrationen av kopparjoner i elektrolyten konstant:
Cu → Cu²⁺ + 2e⁻
-
Kathod (arbetsstycke): Vid kathoden reduceras kopparjonerna (Cu²⁺) i lösningen med hjälp av elektroner och deponeras som metalliskt koppar på arbetsstycket:
Cu²⁺ + 2e⁻ → Cu
Viktiga anvisningar:
- Strömstyrka och tid: Strömstyrkan och processens varaktighet bestämmer tjockleken på det avsatta metallskiktet. Högre strömstyrka och längre tider leder till tjockare skikt.
- Temperatur: Elektrolytlösningens temperatur kan påverka avsättningshastigheten. Högre temperaturer kan påskynda processen, men påverkar även skiktets kvalitet.
- Renheten hos elektrolytlösningen: Föroreningar i lösningen kan försämra kvaliteten på det avsatta metallskiktet.
Resultat:
Med denna uppställning avsätts ett jämnt metallskikt på arbetsstycket. Detta är det grundläggande principen för galvanisering, som används i många industriella processer för att belägga metaller samt skydda eller förädla ytor.
Allmän uppbyggnad:
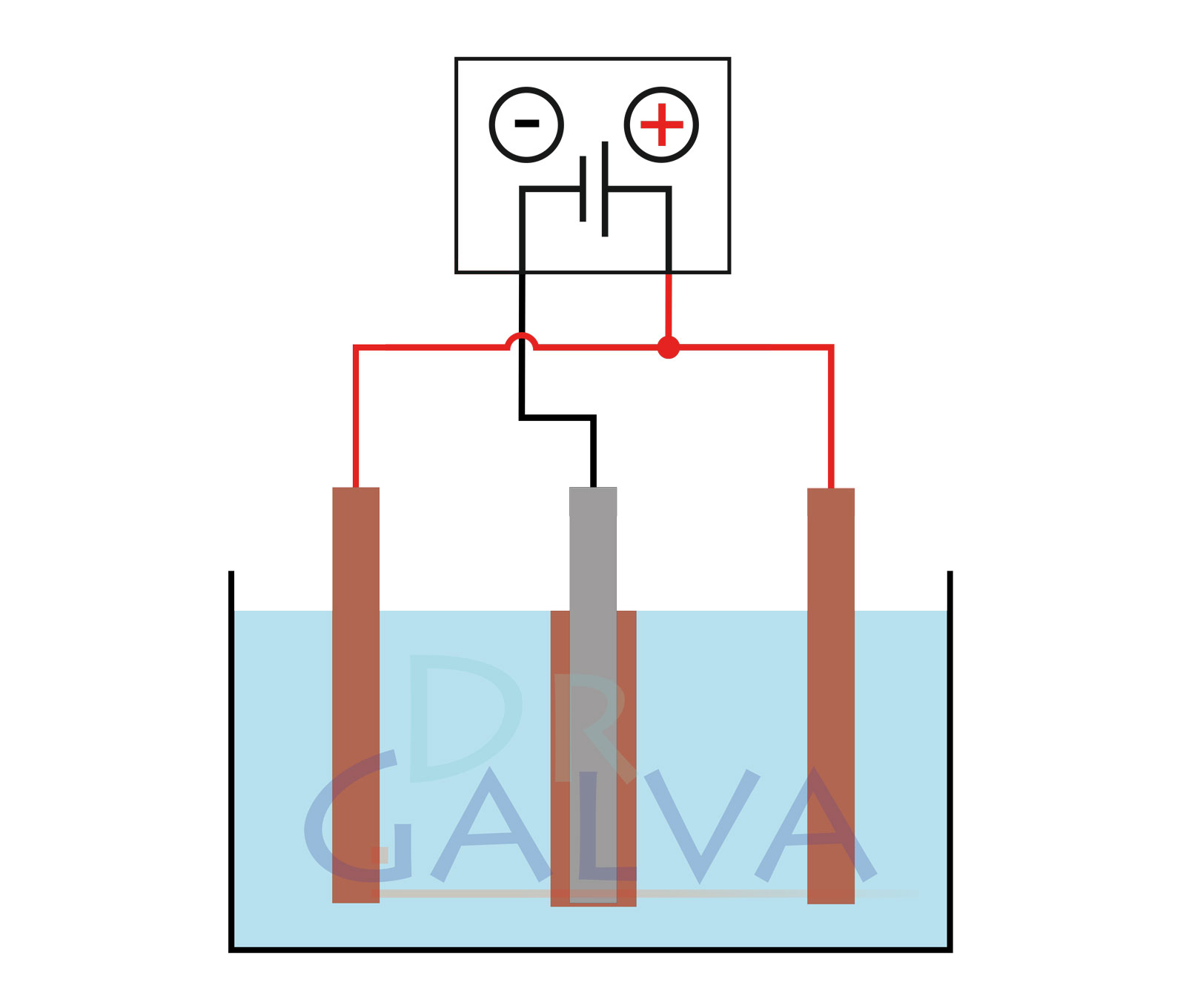
Jämförelse av avsättningen:
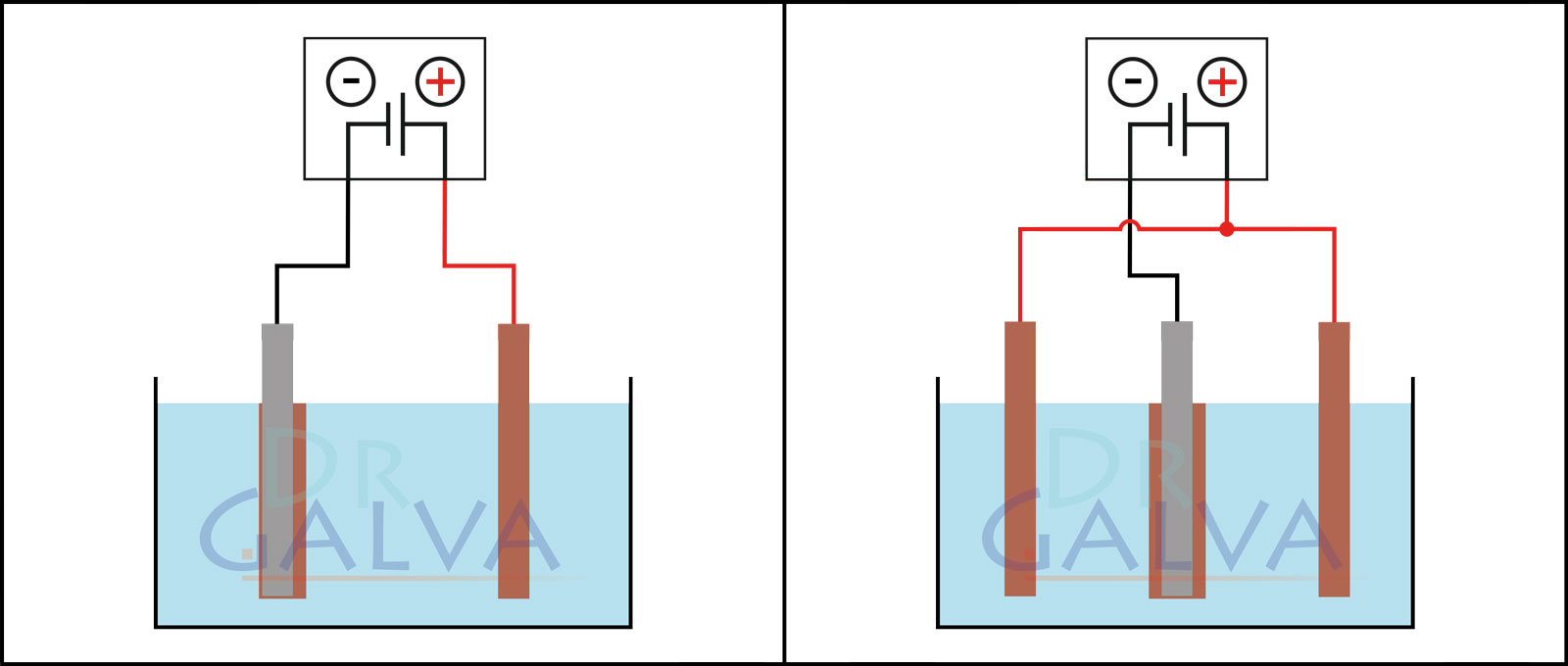
Anoden och arbetsstycket placeras i motsatta positioner. På framsidan av arbetsstycket avsätts mer metall än på baksidan. Arbetsstycket bör roteras med jämna mellanrum. Två anoder och arbetsstycket befinner sig i badet. Det är viktigt att båda anoderna är anslutna till samma nätaggregat. Arbetsstycket placeras centrerat, mellan de två anoderna. Detta säkerställer en jämnare avsättning. - Korrekt avfettning av ytor som ska beläggas
-
Rätt avfettning av ytor som ska beläggas är ett avgörande steg i galvaniseringsprocessen. En noggrann rengöring är nödvändig för att säkerställa god vidhäftning av metallbeläggningen och garantera kvaliteten på slutprodukterna. Här är de viktigaste stegen och metoderna för effektiv avfettning:
Varför är avfettning viktigt?
- Vidhäftning: Fett- och oljerester kan avsevärt försämra vidhäftningen av den galvaniska beläggningen.
- Beläggningskvalitet: Föroreningar leder till ojämna beläggningar, blåsbildning och andra defekter.
- Korrosionsskydd: Rena ytor säkerställer bättre korrosionsbeständighet hos de belagda materialen.
Metoder för avfettning
1. Kemisk avfettning
- Rengöring med lösningsmedel: Användning av organiska lösningsmedel som aceton eller isopropanol, vilka effektivt löser upp fetter och oljor.
- Aceton kännetecknas av sin utmärkta fettlösande förmåga och låga kokpunkt. Det används huvudsakligen vid institut för rengöring och avfettning av arbetsredskap. Aceton löser fingeravtryck och andra lätta fetter väl, men är mindre effektivt mot maskinoljor. I själva verket kan aceton vara kontraproduktivt vid oljeförorenade arbetsstycken, eftersom det kan få smutspartiklar att fästa vid ytan genom adhesionskrafter.
- Isopropanol (propan-2-ol) kan användas inom olika områden och är särskilt mångsidigt. Det används exempelvis för rengöring av skärmar eller borttagning av klistermärken som annars lämnar irriterande klisterrester. Isopropanol är särskilt effektivt vid envisa uppgifter där andra medel misslyckas, eftersom det helt avlägsnar rester. Det lämnar inga spår eftersom det avdunstar utan att lämna rester och är kemiskt neutralt mot de flesta material. Det kan spädas med destillerat vatten och är utmärkt för att ta bort oljor och fetter samt rengöra många olika ytor.
- Alkalisk avfettning: Användning av alkaliska rengöringsmedel i vattenlösning för att emulgera och avlägsna fetter och oljor.
- Syrabad: I vissa fall används sura rengöringsmedel, särskilt om metalloxider eller rost behöver avlägsnas.
2. Mekanisk avfettning
- Borstning och slipning: Användning av borstar eller slipmaterial för att avlägsna grova föroreningar.
- Blästring: Användning av blästermedel som glaspärlor eller sand för att rengöra ytan grundligt.
3. Elektrolytisk avfettning
- Anodisk avfettning: Arbetsstycken används som anod i en alkalisk lösning och utsätts för elektrisk ström, vilket avlägsnar fetter och oljor genom gasutveckling.
- Katodisk avfettning: Arbetsstycken används som katod, vilket ofta möjliggör en skonsammare rengöring.
Steg för avfettning
1. Förberedelse
- Avlägsna grov smuts och synliga föroreningar genom sköljning eller mekanisk rengöring.
2. Kemisk eller mekanisk avfettning
- Använd den valda avfettningsmetoden enligt de specifika kraven för materialet och föroreningen. För oljeförorenade arbetsstycken bör alternativa lösningsmedel eller avfettningsmetoder väljas som är mer effektiva än aceton.
3. Sköljning
- Grundlig sköljning av delarna med destillerat eller avjoniserat vatten för att avlägsna alla rester av avfettningsmedlet.
4. Torkning
- Noggrann torkning av ytan för att undvika vattenfläckar eller ny kontaminering.
Tips för optimalt resultat
- Temperaturkontroll: Många avfettningsprocesser är effektivare vid förhöjda temperaturer.
- Kontrollerad miljö: Arbete i en ren miljö förhindrar återkontaminering.
- Kvalitetskontroll: Regelbunden kontroll av ytans renhet, exempelvis genom vattendroppstest eller kontaktvinkelmätning.
Genom att följa dessa steg och metoder säkerställer du att de ytor som ska beläggas är optimalt förberedda, vilket leder till en högkvalitativ och hållbar galvanisk beläggning.
- Hur använder man de galvaniska elektrolyterna?
-
Elektrolyterna används outspädda, eftersom det rör sig om användningsfärdiga lösningar. De specifika parametrarna för elektrolyten anges på flaskan, liksom vilken anod som krävs. Spänningsvärdena kan avvika, eftersom Ohms lag gäller i lösningarna. Motståndet är avgörande här, och beroende på avståndet kan strömflödet öka eller minska. Det blir ännu mer exakt om man arbetar utifrån strömtätheten.
Elektrolyterna berikas även genom att metallanoden löses upp, vilket ökar räckvidden (utom vid olösliga anoder eller anoder av främmande metaller).
Man bör också beakta att strömmen tar den kortaste vägen.
- Hur mycket kan beläggas med en galvanisk elektrolyt?
-
Mängden material som kan deponeras med en galvanisk elektrolyt beror på flera faktorer:
Viktiga faktorer
- Strömstyrka och beläggningstid: Enligt Faradays lag är mängden deponerat metall direkt proportionell mot laddningen (ström × tid).
- Elektrolytsammansättning: Metalljoninnehållet i elektrolyten avgör hur länge den kan användas innan påfyllning eller regenerering krävs.
- Processens effektivitet: Avsättningshastigheten varierar beroende på metall och elektrolyt (till exempel har koppar och nickel högre effektivitet än krom).
- Lagertjocklek: Ju tjockare lager, desto mer material förbrukas.
Exempel
En liter koppar-elektrolyt med 100 g/l koppar kan teoretiskt sett belägga:
- 0,1 m² med en lagertjocklek på 100 µm eller
- 1 m² med en lagertjocklek på 10 µm.
Viktig anmärkning
Den faktiska beläggningsytan är ofta betydligt större när rätt anoder används. Med lösliga anoder (till exempel nickel- eller kopparanoder) återfylls den deponerade metallen kontinuerligt, vilket gör att elektrolyten regenererar sig själv under processen och kan användas under en mycket längre period.
- Är elektrolyterna återanvändbara?
-
Elektrolyterna kan användas flera gånger. Se till att inga föroreningar tillförs genom smuts eller felaktiga anoder. Det kan också hända att arbetsstycket löses upp i elektrolyten om materialet är olämpligt (t.ex. galvaniserat stål i en starkt sur elektrolyt).
- Kan anoderna användas flera gånger?
-
Ja, anoder inom galvanisering kan användas flera gånger. Återanvändning av anoder är ekonomiskt fördelaktigt så länge de effektivt kan leverera metalljoner. Här är några allmänna riktlinjer:
-
Anodens material: Anoder är ofta tillverkade av samma material som ska fällas ut (t.ex. nickel, koppar, zink). Dessa anoder bryts ned under galvaniseringsprocessen eftersom de avger metalljoner till badet, vilka sedan avsätts på arbetsstycket (katoden).
-
Slitage på anoden: Med tiden löses anoder delvis upp i elektrolyten eftersom de fungerar som källa för metalljonerna i beläggningsprocessen. Slitaget beror på strömtäthet, galvaniseringens varaktighet och typen av elektrolyt.
-
Skötsel och underhåll: Anoder bör regelbundet inspekteras och vid behov rengöras för att avlägsna oxidskikt eller beläggningar som kan försämra effektiviteten. Korrekt underhåll kan förlänga anodernas livslängd.
-
Typ av galvaniseringsprocess: Vissa processer kräver oftare byte av anoder än andra. Till exempel förbrukas anoder långsammare vid förnickling än vid processer med högre strömtäthet eller specifika kemiska krav.
- Byte av anoder: Om anoderna blir alltför slitna eller presterar sämre måste de bytas ut för att säkerställa en jämn och högkvalitativ beläggning.
Sammanfattningsvis kan anoder inom galvanisering återanvändas flera gånger så länge de är i gott skick och fungerar effektivt. Regelbunden inspektion och skötsel är avgörande för att maximera anodernas livslängd.
-
Anodens material: Anoder är ofta tillverkade av samma material som ska fällas ut (t.ex. nickel, koppar, zink). Dessa anoder bryts ned under galvaniseringsprocessen eftersom de avger metalljoner till badet, vilka sedan avsätts på arbetsstycket (katoden).
- Är andra metaller möjliga som anoder?
-
Inom galvanisering är det avgörande att endast anoder som är specifikt anpassade för den aktuella processen används. Andra anodmaterial är olämpliga eftersom de kan lösas upp i elektrolyten och därmed förorena den. Denna förorening leder till en sämre beläggningskvalitet och kan allvarligt påverka hela galvaniseringsprocessen. Därför är det viktigt att använda de föreskrivna anoderna för att säkerställa kvaliteten och renheten hos den galvaniska beläggningen.
- Kan man också belägga små föremål med en stor nätadapter?
-
Ja, det är möjligt att belägga små föremål med en stor nätadapter, men det är viktigt att noggrant reglera strömstyrkan. En kraftfull nätadapter kan leverera mer ström än vad som krävs för små objekt, vilket kan leda till överbeläggning, ojämna skikt eller till och med skador på arbetsstycket.
Det rekommenderas att justera strömmen till den nödvändiga strömtätheten (ström per ytenhet) för det specifika materialet och lösningen för att uppnå en kontrollerad och jämn beläggning. En bra nätadapter bör ha möjlighet att finjustera spänning och ström, så att även små objekt kan beläggas säkert och exakt.
- Kan jag använda ett batteri istället för en justerbar nätadapter?
-
Även om det teoretiskt är möjligt att använda ett batteri istället för en justerbar nätadapter vid galvanisering, avråder vi starkt från detta. Anledningen är den bristande möjligheten att exakt reglera spänning och strömstyrka, vilket är avgörande för en framgångsrik galvaniseringsprocess.
Varför ett batteri är olämpligt:
-
Ingen spänningskontroll: Batterier levererar en fast spänning (t.ex. 1,5V för ett AA-batteri eller 12V för ett bilbatteri). Eftersom galvanisering ofta kräver justering av spänningen för att styra beläggningens kvalitet, leder den fasta spänningen från ett batteri ofta till suboptimala resultat. Detta kan orsaka ojämna skikt, okontrollerad gasutveckling (som bubblor) och andra oönskade effekter.
-
Okontrollerad strömstyrka: Strömstyrkan beror på batteriets spänning och motståndet i elektrolyten. Utan möjlighet att exakt reglera strömmen kan en för hög strömstyrka skada beläggningen, medan en för låg gör processen ineffektiv.
-
Minskande prestanda: När batteriet används minskar dess spänning gradvis. Detta påverkar direkt beläggningens kvalitet och jämnhet och kan göra processen oförutsägbar.
-
Risk för felaktig beläggning: På grund av den bristande reglerbarheten ökar risken för defekta beläggningar eller till och med skador på arbetsstycket. Detta kan leda till onödigt materialspill och extra kostnader.
Slutsats:
För att uppnå högkvalitativa och konsekventa galvaniseringsresultat är det avgörande att kunna styra spänning och ström exakt. Ett batteri, som saknar dessa regleringsmöjligheter, uppfyller inte dessa krav och leder ofta till otillfredsställande resultat. Därför rekommenderar vi att använda en justerbar nätadapter som är speciellt utformad för galvanisering för att uppnå optimala resultat.
-
- Kan man blanda olika elektrolyter?
-
Elektrolyter bör inte blandas, eftersom de är kemiskt och elektrokemiskt inkompatibla. Särskilt alkaliska och sura elektrolyter får inte kombineras, eftersom deras olika pH-värden kan leda till oönskade reaktioner, såsom utfällning av metaller eller andra ämnen. Detta gör elektrolyten obrukbar och kan resultera i defekta eller ojämna beläggningar.
Det är inte heller möjligt att blanda olika metallelektrolyter. Till exempel kan koppar- och zinkelektrolyt inte kombineras för att fälla ut mässing. Metalljonerna beter sig olika i lösningen, vilket förhindrar bildandet av en jämn legering.
Dessutom är elektrolytens tillsatser noggrant anpassade till dess specifika pH-värde och typ. Om elektrolyter blandas förlorar de sin effektivitet, och elektrolyten tappar sina ursprungliga egenskaper.
- Hur kan man se att elektrolyten är förbrukad?
-
Uttömningen av elektrolyten kan märkas genom en avtagande utfällning. Ofta kan detta också ses genom att elektrolytens färg bleknar. Dessutom kan glansen minska.
Därför är det generellt sett en bra idé att använda en lämplig metallanod. Denna löses långsamt upp och berikar elektrolyten med motsvarande metall. Med tiden blir dock elektrolyten förorenad, och glanstillsatser (om sådana finns) förbrukas.
Det finns dock även elektrolyter där anoden inte löses upp (t.ex. guld).
- Kan plast galvaniseras?
-
Ja, plastdelar kan beläggas genom galvanisering. Ursprungligen etsades plastens yta med kromsyra och aktiverades sedan med palladium. Eftersom dessa ämnen är mycket giftiga och skadliga för miljön används dock alltmer en miljövänligare metod: en ledande lack. Den ledande lacken gör plasten elektriskt ledande utan att använda skadliga kemikalier. Denna process är därför betydligt säkrare och mer hållbar.
Process för galvanisering av plast med ledande lack:
- Ytförberedelse: Plastdelen rengörs noggrant för att avlägsna fett, damm och andra föroreningar som kan påverka vidhäftningen.
- Applicering av den ledande lacken: En speciell ledande lack, innehållande metallpartiklar (t.ex. koppar- eller silverpartiklar), appliceras jämnt på plastytan. Denna lack säkerställer att ytan blir ledande och fungerar som bas för galvaniseringsprocessen.
- Första beläggning (t.ex. sur koppar): Ytan som behandlats med den ledande lacken beläggs med ett tunt lager sur koppar för att säkerställa stabil och kontinuerlig ledningsförmåga.
- Galvanisering: Därefter kan plasten beläggas med det önskade metallskiktet (t.ex. nickel följt av krom eller guld). Skikttjockleken och det använda metallet anpassas efter de specifika estetiska och funktionella kraven.
Fördelar med processen med ledande lack:
- Miljövänligare: Genom att undvika kromsyra och palladium minskas miljöpåverkan och hälsoriskerna avsevärt.
- Flexibel användning: Den ledande lacken kan appliceras på olika typer av plast och möjliggör en jämn beläggning.
- Effektiv: Den direkta övergången från ledande lack till galvanisering gör processen snabb och kostnadseffektiv.
Användningsområden:
- Bilindustrin: Kromade plastdelar som lister och emblem, framställda utan skadliga kemikalier.
- Konsumentprodukter och elektronik: Försköning och funktionalisering av plasthöljen och dekorativa element.
Användningen av ledande lack som ett alternativ till kromsyra och palladium är en hållbar och lovande lösning för många tillämpningar inom galvanisering av plast.
- Galvanisering av rostfritt stål
-
Rostfritt stål kan galvaniseras, men det kräver en speciell förbehandling. Det passiva oxidskiktet på rostfritt stål gör det svårt för metallbeläggningar att fästa. Den mest effektiva metoden för en lyckad beläggning är att använda Nickel-Strike som ett aktiveringsskikt.
Steg-för-steg-guide
1. Rengöring av ytan
- Ta bort fett, olja eller föroreningar med en lämplig rengörare.
- Skölj noggrant med avjoniserat vatten.
2. Nickel-Strike som vidhäftningsförbättrare
- Ett tunt lager av nickel avsätts elektrolytiskt.
- Detta skapar en aktiv yta och förhindrar att beläggningen lossnar.
- Efter Nickel-Strike bör arbetsstycket omedelbart föras över till nästa galvaniseringsbad utan att sköljas.
3. Applicering av huvudbeläggningen
Efter Nickel-Strike kan det önskade metallskiktet avsättas:
- Nickel för dekorativa eller korrosionsbeständiga beläggningar.
- Koppar som ett mellanskikt för ytterligare beläggningar.
- Krom för glänsande och slitstarka ytor (ett tätt nickelskikt rekommenderas).
- Zink eller zink-nickel för korrosionsskydd.
Varför är Nickel-Strike nödvändigt?
- Rostfritt stål har ett passivt kromoxidskikt som förhindrar direkt metallavsättning.
- Nickel-Strike tar bort detta skikt och säkerställer en vidhäftande yta.
- Utan Nickel-Strike fastnar galvaniska beläggningar ofta inte permanent på rostfritt stål.
- Hur belägger man aluminium?
-
Så snart obehandlad aluminium kommer i kontakt med syre startar en oxidationsprocess. Denna process förhindrar dock beläggningen. Därför kräver arbetsstycken av aluminium alltid en förbehandling med en aluminiumaktivator. Denna tar bort oxidskiktet och skapar samtidigt ett zinkskikt på materialytan. På så sätt förhindrar aktivatorn syrekontakt och skyddar mot ny oxidation. För att på ett tillförlitligt sätt förhindra blåsbildning under beläggningen erbjuder vi våra kunder en aluminiumaktivator med låg viskositet.
Dock är zink inte syraresistent. Därför appliceras i nästa steg ett lager av alkalisk/basisk koppar och därefter ett lager surt koppar elektrolyt. På så sätt skapas en stabil grund för eventuella ytterligare skikt.
Beroende på aluminiumlegeringen kan det vara nödvändigt att etsa ytan i det första steget innan zinkskiktet appliceras med aluminiumaktivatorn. Det applicerade zinkskiktet etsas sedan igen och behandlingen med aktivatorn upprepas en andra gång. Detta görs eftersom zinkatskiktet blir relativt grovt och därmed täpper igen porerna bättre. Zinkatmetoden anses dock vara komplicerad.
För att förkroma eller förgylla aluminium skulle följande ordningsföljd krävas:
- Konditioneringsmedel för etsning
- Aluminiumaktivator för att skapa zinkatskiktet
- Alkalisk koppar elektrolyt för att erhålla ett syrabeständigt kopparskikt
- Glanskoppar elektrolyt (surt)
- Nickelelektrolyt (Free-Nickel) som diffusionsbarriär
- Kromelektrolyt eller guldelektrolyt som slutskikt
- Hur kan jag galvaniskt belägga 3D-utskrifter?
-
Galvanisk beläggning av 3D-utskrivna objekt är en flerstegsprocess som kräver specialiserad utrustning och material. Här är de grundläggande stegen för att galvaniskt belägga ett 3D-utskrivet objekt:
1. Förberedelse av det 3D-utskrivna objektet
- Rengöring: Rengör objektet noggrant för att avlägsna damm, olja eller andra föroreningar. Detta kan göras med isopropylalkohol eller ett annat lämpligt rengöringsmedel.
- Utslätning: Om det behövs, släta ut ytan på det 3D-utskrivna objektet för att säkerställa en jämn beläggning. Detta kan göras genom slipning eller kemisk utslätning.
2. Applicera ett ledande skikt
- Spraybar ledande färg: Applicera en ledande färg eller bläck på objektet. Denna färg innehåller ofta koppar, silver eller grafit för att göra ytan elektriskt ledande.
- Ledande beläggningsmaterial: Alternativt kan objektet doppas i en ledande lösning eller sprayas med en ledande beläggning.
3. Förberedelse för galvanisering
- Fäst anoden och katoden: Fäst det 3D-utskrivna objektet som katod i galvaniseringsbadet. Anoden är vanligtvis gjord av det metallmaterial du vill applicera (t.ex. koppar, nickel). Följ rekommendationerna för lösningen.
- Elektrolytlösning: Se till att du använder rätt elektrolytlösning för den metallbeläggning du vill applicera. Varje metall kräver en specifik lösning.
4. Galvanisk process
- Strömkälla: Anslut anoden och katoden till en likströmskälla. Strömflödet gör att metalljoner överförs från anoden till objektet.
- Justering av parametrar: Ställ in rätt parametrar (strömstyrka/spänning) för att säkerställa en jämn beläggning.
5. Efterbehandling
- Rengöring: Ta ut objektet ur galvaniseringsbadet och skölj det noggrant med vatten för att avlägsna eventuella rester av elektrolytlösningen.
- Polering och försegling: Polera den belagda ytan för att uppnå önskad glans och försegla den vid behov med ett klarlack eller en annan skyddsbeläggning.
Material och utrustning
- Ledande färg
- Galvaniseringsbad och elektrolytlösning
- Lämplig anod för elektrolyten
- Likströmskälla
- Rengöringsmedel och poleringsverktyg
Säkerhetsföreskrifter
- Skyddsutrustning: Använd lämplig skyddsutrustning, inklusive handskar, skyddsglasögon och andningsskydd.
- Ventilation: Se till att arbetsområdet är välventilerat för att minimera exponering för ångor från de använda kemikalierna.
Galvanisk beläggning kan avsevärt förbättra de mekaniska och estetiska egenskaperna hos 3D-utskrivna objekt. Genom att noggrant följa dessa steg kan du skapa högkvalitativa metallbelagda 3D-utskrivna delar.
- Vad är Gold-Strike?
-
Gold-Strike är en speciell förbehandlingslösning inom galvanoteknik som används för att skapa ett första vidhäftande guldlager på svårbelagda metaller som rostfritt stål, krom eller nickel.
Varför behövs Gold-Strike?
Metaller som rostfritt stål eller krom har ett passivt oxidskikt som förhindrar att guld fäster direkt. Utan en särskild förbehandling skulle guldbeläggningen inte fästa ordentligt och kunna lossna.
Hur fungerar Gold-Strike?
- Det skapar ett mycket tunt men vidhäftande guldlager som fungerar som en grund för ytterligare guldbeläggningar.
- Det första guldlageret gör det möjligt att applicera ett tjockare guldlager med en vanlig guldelektrolyt på ett stabilt och jämnt sätt.
- På grund av höga inre spänningar kan Gold-Strike-lagret inte appliceras särskilt tjockt, men det är avgörande för en hållbar guldbeläggning.
Var används Gold-Strike?
- Inom smyckeindustrin för att möjliggöra guldbeläggning på rostfritt stål eller andra svårbelagda material.
- Inom elektronikindustrin för att belägga kontakter eller anslutningar med guld.
- Inom dekorativ galvanisering för att skapa högblanka och slitstarka guldbeläggningar på metalldelar.
Sammanfattning: Gold-Strike är en oumbärlig förbehandling för att skapa ett vidhäftande guldlager på rostfritt stål, krom eller nickel.
- Avfallshantering av lösningar
-
De förbrukade lösningarna kan lämnas in på en miljöstation. Små mängder kan oftast spädas ut och avlägsnas via avloppssystemet.
Se dock till att ta reda på vilka regler som gäller i din region.
- Var hittar jag säkerhetsdatabladet?
-
Du hittar den på artikelsidan under fliken ”Dokumenter”, där du kan ladda ner/öppna den direkt.
- Hur kan krom beläggas?
-
En förkromad yta ger inte tillräcklig vidhäftning för nya beläggningar. Därför måste det befintliga kromskiktet avlägsnas. Använd särskilt utvecklade kromborttagningsmedel för detta ändamål. Dessa lösningar är särskilt säkra att använda, eftersom speciella tillsatser förhindrar bildandet av det mycket giftiga sexvärda kromet.
Vanligtvis finns det ett nickelskikt under det gamla kromskiktet. Detta måste reaktiveras med en särskild aktivator för att kunna beläggas på nytt. För att förhindra nybildning av ett oxidskikt måste arbetsstycket beläggas omedelbart efter reaktiveringen av nickelskiktet.
Alternativt finns det även en Gold-Strike-lösning som kan appliceras direkt på krom. Denna metod bygger på att oxidskiktet reduceras samtidigt som guld avsätts.
- Varför ingen kromanod? Och varför är en aluminiumanod tillåten?
-
Trevärdiga Kromelektrolyter: Val av anoder
I trevärdiga kromelektrolyter råder andra kemiska och elektrokemiska förhållanden jämfört med klassiska, sexvärdiga krombad. Därför måste anoder väljas så att de inte stör badets sammansättning och inte skapar hälsofarliga ämnen.
Varför ingen kromanod i trevärdiga kromelektrolyter?
-
Upplösningsbeteende hos krom
I trevärdiga krombad finns redan krom i oxidationsstadiet +III, vilket är relativt stabilt. En kromanod kan dock leda till okontrollerad oxidation till krom(VI):-
Krom(VI) (sexvärdigt krom) är mycket giftigt och cancerframkallande. Även små mängder i badet utgör därför en allvarlig hälso- och miljörisk.
-
Krom(VI) (sexvärdigt krom) är mycket giftigt och cancerframkallande. Även små mängder i badet utgör därför en allvarlig hälso- och miljörisk.
-
Badets stabilitet
Trevärdiga krombad är avsiktligt formulerade för att innehålla så lite eller inget Cr(VI) alls. En kromanod skulle rubba denna balans, eftersom Cr(VI) kan bildas under den elektrokemiska oxidationen. Detta försämrar skiktkvaliteten och innebär betydande faror.
-
Praktik: Inerta eller speciella anoder
- Platin- eller iridiumanoder är mycket bra inerta anoder, eftersom de är extremt motståndskraftiga mot elektrolyten och praktiskt taget inte avger något material. De är dock dyra.
- Grafitanoder används också ofta, men kan ibland avge fina grafitpartiklar till badet (erosion/slitage). Dessa kan avsättas på arbetsstyckets yta och leda till mörka avlagringar.
Varför är en aluminiumanod tillåten?
-
Skyddande oxidskikt (passivering)
Aluminium bildar ett tätt skikt av aluminiumoxid (Al₂O₃) på ytan. Detta skikt passiverar metallen och minskar väsentligt upplösningen av aluminiumjoner i badet.
-
Liten störning av badkemin
Vid de vanligt förekommande spännings- och pH-värdena i trevärdiga kromelektrolyter förblir aluminium till stor del passivt. Därmed hamnar bara relativt små mängder Al³⁺-joner i elektrolyten, vilket innebär liten påverkan på badets sammansättning och pH-värde.
-
Aluminium löses upp men fälls inte ut
Trots att en viss mängd aluminium faktiskt övergår till badet som Al³⁺, fälls det praktiskt taget inte ut som ett metalliskt skikt i en vattenlösning.- Det är termodynamiskt mycket svårt att fälla ut aluminium från vattenlösningar, eftersom vatten reduceras lättare (vätgasbildning).
- Därför bildas inget oönskat aluminiumskikt på arbetsstyckena.
-
Tillgänglighet och kostnad
Aluminium är billigt, lätt att bearbeta och—förutsatt att passiveringen fungerar pålitligt—ett praktiskt anodmaterial för trevärdiga krombadsprocesser.
Slutsats
- En kromanod i ett trevärdigt krombad skulle leda till oönskad bildning av Cr(VI), vilket är mycket hälsofarligt.
- Aluminiumanoder är tillåtna tack vare sitt skyddande oxidskikt, som knappt förorenar elektrolyten och inte skapar giftiga biprodukter.
- Platin- och iridiumanoder anses vara mycket hållbara inerta anoder, men är kostsamma.
- Grafitanoder är relativt billiga men kan avge grafitpartiklar genom slitage, vilket leder till mörka avlagringar.
-
Upplösningsbeteende hos krom
- Galvanisk förkromning – DIY deluxe: Steg för steg till en perfekt kromfinish!
-
Galvanisering är en pålitlig metod för att uppnå unika kromytor. Med denna DIY-guide erbjuder vi en enkel steg-för-steg-instruktion för att hjälpa dig att få en perfekt kromlook. Dra nytta av vår erfarenhet och uppnå ett imponerande resultat!
Följande metaller kan förkromas: stål, rostfritt stål, brons, järn, mässing, koppar och zinkgjutgods. Kromytan appliceras på ett tjockt nickelskikt. Detta skapar en hållbar och robust beläggning som är motståndskraftig mot slitage och repor.
1. Introduktion till galvanisk förkromning
Om du är intresserad av galvanisk förkromning har du kommit rätt! Galvanisk förkromning är en process där ett tunt lager av krom appliceras på en metall. Denna metod är populär eftersom den ger hög hållbarhet och motståndskraft. Dessutom ser kromfinishen fantastisk ut och ger varje föremål en exklusiv look. Men hur fungerar galvanisk förkromning egentligen? Först doppas föremålet i ett bad med kromelektrolyt och utsätts för elektrisk ström. Genom denna process fälls kromet ut från elektrolyten och bildar ett kromlager på föremålet. För att uppnå ett perfekt resultat måste vissa viktiga faktorer beaktas. En noggrann rengöring av föremålet före förkromningen är avgörande. Valet av rätt strömstyrka och tiden som föremålet behandlas spelar också en stor roll. Med denna grundläggande information är du väl förberedd för att förvandla ditt föremål till en glänsande höjdpunkt.
2. De viktigaste verktygen och materialen
För att få en perfekt kromfinish behöver du rätt verktyg och material. Här är det viktigaste du behöver: Först och främst behöver du en galvanikanläggning, som består av en strömkälla, kromelektrolyt och en anod. Du behöver också en lämplig yta att förkroma. Den måste vara ren och fri från rost, smuts och fett. För att rengöra ytan kan du använda sandpapper, stålull eller en stålborste. Dessutom behöver du skyddsglasögon, handskar och en andningsmask för att skydda dig mot kemiska ångor. Med dessa verktyg och material är du redo att skapa din egen kromfinish.
3. Förberedelse av ytan för kromfinish
Innan själva förkromningen påbörjas är en noggrann förberedelse av ytan nödvändig. Endast en ren och slät yta gör att krombeläggningen fäster ordentligt och ger bästa möjliga resultat. Först måste ytan rengöras noggrant och befrias från damm, smuts och fett. Ett specialrengöringsmedel för metall eller ett milt diskmedel fungerar bra för detta. Därefter ska ytan slipas med fint sandpapper eller en stålborste för att ta bort ojämnheter och eventuell rost. Se till att du inte tar bort för mycket material eller skadar ytan. Slutligen ska ytan rengöras noggrant igen och torka innan du börjar förkromningen. Genom att förbereda ytan noggrant skapar du grunden för en perfekt kromfinish.
4. Utförande av galvanisk förkromning
Vid förkromning av föremål är den galvaniska metoden en av de bästa alternativen. Den är relativt enkel att genomföra och ger ett perfekt resultat. Men det krävs vissa viktiga steg för att säkerställa att kromskiktet blir jämnt och hållbart. Först måste ytan rengöras noggrant för att säkerställa att inga smutspartiklar eller fett finns kvar, eftersom dessa kan påverka krombeläggningen. Sedan sänks föremålet ner i ett bad med en speciell kromlösning, där en elektrisk ström får kromet att fällas ut på ytan. Föremålet bör hållas i rörelse under hela processen för att säkerställa en jämn beläggning. När kromlagret har applicerats ska föremålet sköljas noggrant och torkas för att uppnå den perfekta kromfinishen. Om du följer dessa steg noggrant kommer du att kunna förkroma dina föremål och få dem att se ut som om de kommer direkt från en professionell verkstad.
5. Efterbehandling av ytan för en perfekt finish
Efter att du har genomfört den galvaniska förkromningen är det viktigt att efterbehandla ytan noggrant för att uppnå en perfekt finish. Först måste du avlägsna eventuella föroreningar, såsom fingeravtryck eller dammpartiklar. Använd en mjuk trasa eller en mikrofiberduk för detta. Därefter ska ytan poleras med ett speciellt kromrengöringsmedel. Detta avlägsnar eventuella rester och skyddar ytan mot korrosion och oxidation. Slutligen kan du applicera ett skyddande vax eller en ytbehandling för att skydda ytan mot repor och skador. Med denna efterbehandling säkerställer du en långvarig och glänsande kromfinish.
6. Tips och tricks för ett professionellt resultat
För att uppnå ett professionellt resultat vid galvanisk förkromning finns det några tips och tricks att tänka på. Det är viktigt att följa alla steg noggrant och inte ta några genvägar. Att använda rätt utrustning är avgörande för att få en perfekt kromfinish. Se till att använda högkvalitativa material och investera i en bra strömkälla. En grundlig rengöring av föremålet innan förkromningen är nödvändig för att säkerställa en jämn beläggning. Dessutom bör du se till att föremålets yta är fri från repor och ojämnheter. Noggranna förberedelser och noggrant arbete är nyckeln till ett professionellt resultat vid galvanisk förkromning.
7. Slutsats: DIY deluxe – med rätt kunskap till en perfekt kromfinish
Och voilà, resultatet talar för sig själv: Ditt självförkromade föremål glänser och är redo att användas. Med rätt kunskap och lite tålamod är galvanisk förkromning inget problem, även för hobbymakare. Det är viktigt att följa säkerhetsföreskrifterna och utföra varje steg noggrant. Med rätt utrustning och några smarta knep kan du ge dina DIY-projekt en elegant och professionell finish. Så vad väntar du på? Prova det och ge dina föremål den perfekta kromlooken!
- Koppar elektrolyt alkalisk/basisk - Användningsområden
-
Om järn eller syrekänsliga material såsom bly, zink, koppar eller stål ska galvaniskt förkoppras, är det lämpligt att använda "Koppar elektrolyt alkalisk" som förbehandling. Till exempel skulle zink utan förbehandling med "Koppar elektrolyt alkalisk" lösas upp i en sur elektrolyt. För att förhindra detta applicerar den materialvänliga alkaliska elektrolyten ett första kopparskikt på de syrekänsliga materialen och förbereder dem för den slutliga beläggningen med "Glanskoppar elektrolyt sur".
En annan positiv effekt är det utmärkta vidhäftningsskiktet som bildas med "Koppar elektrolyt alkalisk" samt den förbättrade korrosionsbeständigheten. Den alkaliska koppar elektrolyten från Dr. Galva kännetecknas av en särskilt finkornig utfällning och är duktil.
- Vad skiljer en alkalisk koppar elektrolyt från en sur koppar elektrolyt?
-
Inom galvanisering finns det två huvudtyper av koppar elektrolyter: alkaliska och sura. De skiljer sig åt i sammansättning, pH-värde och egenskaperna hos de utfällda kopparskikten.
Skillnader mellan alkalisk och sur koppar elektrolyt:
pH-värde:
- Alkalisk koppar elektrolyt: Har ett högt pH-värde (basiskt), ofta baserat på salter som kopparcyanid eller kopparsulfat, där komplexbildare används för stabilisering.
- Sur koppar elektrolyt: Har ett lågt pH-värde (surt) och är vanligtvis baserad på kopparsulfat och svavelsyra.
Utfällningsegenskaper:
- Alkalisk koppar elektrolyt: Lämpar sig väl för beläggning av syrekänsliga material såsom zink eller järn. Den ger god vidhäftning på dessa material och skapar ett skikt som ofta är mer duktilt, vilket innebär att det kan deformeras bättre utan att spricka.
- Sur koppar elektrolyt: Lämpar sig för släta, dekorativa skikt med en glänsande yta. Den används ofta för stora, enkla metalldelar och ger en snabbare utfällning med en finare kristallstruktur.
Användning och tillämpningsområde:
- Alkalisk koppar elektrolyt: Används ofta för komplexa arbetsstycken och för en jämn utfällning på olika underlag, särskilt där god vidhäftning och duktilitet är viktiga. Den används ofta inom elektronik, vid tryckta kretsar och för förkoppring av järn.
- Sur koppar elektrolyt: Är idealisk för applikationer där en glänsande, dekorativ yta behövs och används ofta för dekorativa beläggningar på metaller, t.ex. inom smyckesindustrin eller som bas för förkromade ytor.
- Jag vill kopparplätera stål; bör jag välja surt eller alkaliskt?
-
För kopparplätering av ståldelar bör den alkaliska kopparelektrolyten väljas. Vid användning av en sur kopparelektrolyt kan det uppstå strömlös avsättning av koppar på stålet. Denna okontrollerade kemiska reaktion leder till ett grovkornigt kopparlager med dålig vidhäftning, vilket försämrar kvaliteten på beläggningen.
Den alkaliska elektrolyten möjliggör en kontrollerad, elektrolytisk avsättning av koppar, vilket resulterar i ett jämnt och fast vidhäftande lager. Tyvärr avsätter alkaliska elektrolyter inte en glänsande yta, så ofta utförs en ytterligare kopparplätering med en sur glanskopparelektrolyt efteråt för att uppnå en glänsande, dekorativ yta. Därför är det vanligt att först använda den alkaliska kopparelektrolyten på ståldelar för god vidhäftning och sedan en sur kopparelektrolyt för den glänsande finishen.
- Varför är en sur koppar elektrolyt endast delvis lämplig för järn?
-
Koppar kan avsättas spontant på järn på grund av dess elektrokemiska potential, eftersom koppar är ädlare än järn. Vid denna spontana avsättning oxideras järnet i den sura lösningen, vilket gör att kopparjoner reduceras och fälls ut på järnytan.
Denna spontana avsättning leder dock till dålig vidhäftning av koppar, eftersom grovkorniga kopparkristaller bildas, vilket försvagar bindningen mellan koppar och järn.
För att minska dessa problem kan arbetsstycket placeras i lösningen under spänning, vilket gör att kopparavsättningen sker elektrolytiskt. Den applicerade spänningen leder till en kontrollerad avsättning och förbättrar därmed kopparens vidhäftning. På detta sätt kan problemen med spontan avsättning i stor utsträckning undvikas.
För att förhindra detta problem kan man applicera ett tunt skikt av en alkalisk koppar elektrolyt.
- Vad gör Nickel-Strike?
-
Nickel-Strike förbereder stål och rostfritt stål för galvanisering. Det är även känt som anslagsnickel och är lämpligt för både elektrokemisk och galvanisk beläggning.
Nickel-Strike etsar materialytan och löser upp eventuellt befintligt krom. Under denna process bildas ett nickelskikt som förbättrar vidhäftningen av efterföljande beläggningar.
Ett annat viktigt användningsområde är förbehandling av redan förnicklade ytor som har exponerats för luft under en längre tid. I dessa fall tar Nickel-Strike bort det befintliga oxidskiktet, vilket annars skulle kunna påverka resultatet negativt.
- Hur belägger man oxiderat nickel?
-
Oxiderat nickel har varit i kontakt med syre under en längre tid, vilket leder till bildning av oxider. Dessa kan avlägsnas med vår Nickel-Strike, som samtidigt skapar ett bärkraftigt nickelskikt. Därefter kan den önskade beläggningen appliceras.
En förbehandling med Nickel-Strike är inte nödvändig om nickelskiktet har applicerats omedelbart före vidare beläggning. Ett nytt nickelskikt bör vidarebehandlas inom en timme, eftersom oxidskiktet börjar bildas gradvis.
- Är Free-Nickel nickelelektrolyten nickelfri?
-
Nej, Free-Nickel nickelelektrolyten är inte nickelfri. Namnet "Free-Nickel" hänvisar till att denna elektrolyt får säljas fritt eftersom den uppfyller lagstadgade krav för försäljning till privatpersoner. Många vanliga nickelelektrolyter omfattas av strikta regler inom EU och får inte säljas via distanshandel.
Free-Nickel nickelelektrolyten har däremot utvecklats specifikt för att uppfylla dessa krav och kan därför köpas online utan restriktioner. Observera dock att det fortfarande är en nickelelektrolyt som avsätter nickel och därmed innehåller nickel.
- Hur man galvaniskt förnicklar: Enkel DIY-guide
-
Galvanisk förnickling är en enkel och kostnadseffektiv metod för att snabbt och effektivt skydda metalldelar. I vår DIY-guide får du all information du behöver för att kunna förnickla dina egna metalldelar. Lär dig hur du enkelt kan skydda och förädla dina projekt! Det finns inget bättre än känslan av att lyckas med ett eget projekt. Så vad väntar du på? Nu kör vi!
1. Varför galvaniskt förnickla?
Om du undrar varför galvanisk förnickling är ett bra val, finns det flera skäl. För det första ger processen en hög korrosionsbeständighet, vilket innebär att det förnicklade objektet håller längre och blir mindre känsligt för rost och andra skador. Dessutom får objektet en jämn och glänsande yta, som inte bara är estetiskt tilltalande utan också förbättrar ledningsförmågan. Galvanisk förnickling gör även objektet mer motståndskraftigt mot slitage och nötning, vilket är särskilt användbart för föremål som används regelbundet. Sammantaget erbjuder galvanisk förnickling en rad fördelar för den som vill skydda och förbättra sina föremål.
2. Vad är galvanisering och hur fungerar det?
Galvanisering är en process där ett metallskikt appliceras på ett annat material. Det är en vanlig metod för att skydda metallföremål eller ge dem ett dekorativt utseende. Processen sker genom elektrolys, där en elektrisk ström leds genom en lösning som innehåller metallen som ska deponeras på ytan. Det objekt som ska beläggas fungerar som katod, medan den metall som ska avsättas fungerar som anod. När strömmen passerar genom lösningen avger anoden metalljoner som fäster på katoden och bildar ett hållbart metallskikt. Skiktets tjocklek beror på processens varaktighet. Galvanisering används på material som stål, koppar, mässing och aluminium och är en kostnadseffektiv och enkel metod för att skydda metallföremål eller ge dem ett dekorativt utseende.
3. Vilka verktyg behövs för ett DIY-projekt?
För att lyckas med ett DIY-projekt är det viktigt att ha rätt verktyg. För galvanisk förnickling behöver du några specifika verktyg som gör processen enklare. Först och främst behöver du en strömkälla, såsom ett batteri eller en nätadapter. Du behöver också en elektrolytlösning som innehåller nickel. En nickelanod och ett katodmaterial är också nödvändiga. Förberedelser är avgörande, så du behöver ett rengöringsmedel för att avlägsna smuts och fett från metallytan. Sandpapper eller en stålborste kan också vara användbara för att släta ut ytan. Kom ihåg att bära skyddsglasögon och handskar för att skydda dig mot kemikalier och stänk. Med dessa verktyg och lite övning kan du framgångsrikt förnickla dina egna föremål.
4. Steg-för-steg guide till galvanisk förnickling
För att galvaniskt förnickla behöver du specifika material och verktyg. Först måste du rengöra och avfetta de föremål som ska förnicklas för att säkerställa att nickelbeläggningen fäster ordentligt. Därefter ska du förbereda en nickelbadlösning och hälla den i en lämplig behållare. Anslut en strömkälla och placera det objekt som ska förnicklas i lösningen som katod. Nickelanoden ska också placeras i lösningen, men får inte komma i direkt kontakt med objektet. Under processen är det viktigt att övervaka strömstyrkan och behandlingstiden för att uppnå önskad beläggningstjocklek. Efter förnicklingen ska föremålet sköljas och torkas noggrant. Följ alla säkerhetsföreskrifter och använd skyddsutrustning för att undvika skador. Med denna guide kan du enkelt lyckas med din egen galvaniska förnickling.
5. Tips och tricks för bästa möjliga resultat
För att få bästa möjliga resultat vid galvanisk förnickling finns det några viktiga tips att följa. Förberedelse är nyckeln – se till att ha alla nödvändiga material och verktyg redo innan du börjar. Ytan som ska förnicklas måste vara noggrant rengjord och avfettad för att säkerställa optimal vidhäftning. En jämn strömförsörjning och en korrekt behandlingstid är avgörande för ett jämnt och hållbart resultat. Genom att följa dessa råd kan du lyfta dina DIY-projekt till nästa nivå.
6. Användningsområden för galvanisk förnickling
Galvanisk förnickling används inom många olika områden. Den skyddar metallytor mot korrosion och ger en slitstark och glänsande yta. Tekniken används ofta inom elektronikindustrin, bilindustrin och smyckestillverkning. Med vårt DIY-tutorial kan du enkelt lära dig att förnickla föremål hemma och ge dem ett professionellt utseende.
7. Viktiga saker att tänka på vid galvanisk förnickling
För att få ett optimalt resultat vid galvanisk förnickling är det viktigt att tänka på några saker. Objektet som ska förnicklas måste vara helt rent och fritt från olja, fett och smuts. Strömstyrkan och behandlingstiden ska anpassas efter material och storlek på föremålet. För hög strömstyrka eller för lång behandlingstid kan ge oönskade resultat. Glöm inte att följa säkerhetsföreskrifter och använda skyddsutrustning.
8. Fördelar och nackdelar med galvanisk förnickling
Galvanisk förnickling erbjuder många fördelar, som skydd mot korrosion och ett snyggt, glänsande utseende. Dock finns det också vissa nackdelar. Processen kan vara dyr om den utförs av en professionell, och det kan vara svårt att uppnå en helt jämn beläggning. Vissa personer kan också vara känsliga för nickel och få allergiska reaktioner vid direkt hudkontakt. Trots detta är galvanisk förnickling en populär metod för att skydda och förädla metallföremål.
9. Kostnader för ett DIY-projekt
Att galvaniskt förnickla kan innebära vissa kostnader. Du behöver en strömkälla, som en nätadapter med justerbar spänning och strömstyrka. Nickel-elektrolytlösning är en annan kostnad, som varierar beroende på mängden du behöver. Dessutom krävs anoder, katoder och anslutningskablar. Skyddsutrustning som handskar och skyddsglasögon bör också ingå i budgeten. Om du planerar att använda utrustningen ofta kan det vara värt investeringen, annars kan du överväga att hyra utrustning istället.
10. Slutsats: Galvanisk förnickling som ett effektivt sätt att skydda metallytor
Galvanisk förnickling är en mycket effektiv metod för att skydda metall från korrosion och slitage. Genom att applicera ett tunt lager nickel får metallen en längre livslängd och en estetiskt tilltalande yta. Bäst av allt är att du enkelt kan genomföra galvanisk förnickling själv. Med rätt verktyg och lite övning kan du skydda och förbättra dina metalldelar och ge dem en snygg, professionell finish.
- Behöver man passivera efter förzinkning?
-
Om passivering efter förzinkning är nödvändig beror på användningsområdet och kraven.
Inte alltid absolut nödvändigt
För många standardapplikationer räcker ett rent zinkskikt (t.ex. genom varmförzinkning eller elektrolytisk förzinkning) för att ge ett grundläggande korrosionsskydd. Särskilt för komponenter som inte utsätts för höga estetiska eller korrosiva krav, kan passivering ofta utelämnas.
Fördelar med passivering
- Ytterligare korrosionsskydd: Passiveringar (t.ex. kromatering i olika färger, fosfatering etc.) skapar ett extra skyddsskikt som bevarar det underliggande zinket från oxidation och förlänger livslängden.
- Förbättrat utseende: Passiverade ytor kan förhöjas visuellt beroende på metod (blå, gul, svart etc.).
- Minskning av vitrost: Särskilt på nyförzinkade ytor kan "vitrost" uppstå vid exponering för fukt eller kondensvatten. En passivering minskar denna risk.
Särskilda krav
För komponenter som utsätts för extrema miljöförhållanden (t.ex. saltspray, hög luftfuktighet eller aggressiva kemikalier) eller som kräver en specifik estetik (som inom fordonsindustrin eller vid dekorativa applikationer), rekommenderas eller krävs oftast passivering eller kromatering.
Slutsats
Passivering efter förzinkning är inte alltid obligatoriskt, men ger tydliga fördelar när det gäller korrosionsskydd och utseende. Om det behövs beror på de specifika användningsförhållandena och kvalitetskraven.
- Guldkromatering – gul förzinkning
-
Under gul kromatering (även kallat „gul förzinkning“) förstås en process inom galvanoteknik där redan förzinkade ytor vidareförädlas genom en gul passivering. Resultatet är en karakteristisk gulaktig till gyllene yta som är både estetiskt tilltalande och korrosionshämmande.
Hur fungerar gul kromatering?
-
Zinkskikt som grund
Först förzinkas metallen (t.ex. stål), antingen genom galvanisk förzinkning eller varmförzinkning. Detta zinkskikt utgör grunden för kromateringsprocessen.
-
Kemisk efterbehandling
Därefter genomgår ytan en passivering eller kromatering. Vid den gula varianten uppstår den typiska gula till gyllene färgtonen genom en speciell kromatlösning.- Tidigare användes ofta krom(VI), men detta är numera strikt reglerat.
- Moderna system baseras i allt större utsträckning på krom(III) för att uppfylla miljö- och hälsokrav.
-
Färgutveckling
Zinkytan reagerar med ämnen i kromatlösningen och bildar ett konverteringsskikt („kromatskikt“). Detta förbättrar korrosionsskyddet och skapar den typiska gula till gyllene nyansen.
Varför gul kromatering?
- Estetisk förbättring: Den gula/gyllene ytan är dekorativ och eftertraktad i många branscher, t.ex. för beslag, skruvar eller prydnadsdetaljer.
- Ytterligare korrosionsskydd: Kromatskiktet skyddar det underliggande zinket mot oxidation.
- Välbeprövad standard: Gul-kromaterade delar har i decennier varit en referens för korrosionsbeständiga och visuellt tilltalande ytor.
Krom(VI)-fri vs. krom(VI)-haltig
- Krom(VI)-haltiga processer: Tidigare metoder gav en intensivt gul färg, men är numera kraftigt reglerade eller förbjudna på grund av negativa miljö- och hälsoeffekter.
- Krom(III)-baserade processer: Betydligt mer miljö- och hälsovänliga. Färgintensiteten kan vara något mindre uttalad, men dessa metoder utvecklas ständigt för att möta dagens krav.
Fördelar och begränsningar med gul kromatering
Fördelar
- Karakteristisk gul/gyllene estetik
- Förbättrat korrosionsskydd jämfört med enbart förzinkning
- Brett användningsområde, t.ex. inom fordonsindustrin, elektronik och hushållsprodukter
Nackdelar
- Miljörestriktioner vid användning av krom(VI)-haltiga processer
- Begränsad till gula/guldtoner
- Kvaliteten beror starkt på förbehandlingen och zinkskiktets egenskaper
Slutsats
Gul kromatering är en efterbehandling av förzinkade ytor där ett gult eller gyllene kromatskikt bildas. Detta skikt förbättrar korrosionsskyddet och ger arbetsstycket en karakteristisk gul/gyllene finish. Tidigare genomfördes processen oftast med krom(VI)-haltiga lösningar, men numera används allt oftare krom(III)-baserade system för att uppfylla moderna miljö- och hälsokrav. Trots vissa skillnader i färgintensitet och processkontroll är gul-kromaterade ytor fortfarande en av de mest populära och utbredda metoderna inom galvanoteknik.
-
Zinkskikt som grund
- Svartkromatering - Svartförzinkning
-
Under svartkromatering (i vardagligt tal även kallat „svartförzinkning“) förstås en process inom galvanoteknik där en redan förzinkad yta behandlas vidare genom en speciell mörk passivering. Denna kemiska efterbehandling skapar ett djupsvart eller antracitfärgat kromatskikt som både förbättrar korrosionsskyddet och ger en distinkt mörk optik.
Hur fungerar svartkromatering?
-
Zinkskikt som grund
Först förzinkas metallen (t.ex. stål), antingen genom galvanisk förzinkning eller varmförzinkning, vilket skapar en zinkbeläggning som fungerar som ett grundläggande skydd.
-
Mörk passivering
Efter förzinkningen sker en passivering/kromatering med en speciell lösning som ger en svart infärgning. Traditionellt har detta gjorts med krom(VI)-haltiga lösningar, men på grund av miljö- och hälsoföreskrifter är dessa numera kraftigt reglerade. Moderna krom(III)-baserade eller andra krom(VI)-fria processer har etablerats och ger en mycket mörk yta.
-
Reaktion och skiktbildning
I passiveringslösningen reagerar det befintliga zinkskiktet med specifika kemikalier. En konverteringsbeläggning (kromatskikt) bildas, vilket ger en svart färg och ytterligare korrosionsskydd.
Fördelar och användningsområden
- Distinkt utseende: Den svarta ytan är populär av designskäl eller för kamouflageändamål (t.ex. inom militär användning).
- Förbättrat korrosionsskydd: Kromatskiktet skyddar den underliggande zinkbeläggningen mot oxidation och förlänger dess livslängd.
- Brett användningsområde: Svartkromaterade komponenter används inom fordonsindustrin, skruv- och fästelement, elektronik, hemmafix och dekorativa tillämpningar.
Krom(VI)-baserade vs. krom(VI)-fria system
- Krom(VI)-haltiga processer: Gav en intensivt svart färgning men är numera kraftigt begränsade eller förbjudna på grund av miljö- och hälsoskäl (t.ex. enligt REACH-förordningen).
- Krom(VI)-fria/krom(III)-baserade system: Erbjuder en mörk infärgning, är miljövänligare och förbättras kontinuerligt för att konkurrera med tidigare processer när det gäller färgintensitet och korrosionsskydd.
Begränsningar av svartkromatering
- Känslighet för hög belastning: Mekaniska påfrestningar (t.ex. friktion, repor) kan slita ner det svarta kromatskiktet.
- Processnoggrannhet: För att uppnå en jämn svart yta måste bad, temperatur, tid och kemikalier kontrolleras noggrant.
- Beroende av zinkens kvalitet: En bra förbehandling av zinkskiktet är avgörande, eftersom svartfärgningen endast fäster väl på en ren och jämnt applicerad zinkyta.
Slutsats
Svartkromatering, även kallat svartförzinkning, är en metod för mörk passivering av förzinkade ytor. Resultatet är ett djupsvart eller mörkt utseende och ett ytterligare förbättrat korrosionsskydd. Med krom(VI)-fria metoder är svartkromatering idag ett miljö- och hälsovänligare alternativ för att skapa en attraktiv svart yta.
-
Zinkskikt som grund
- Galvanisera själv: En guide till ett enkelt DIY-projekt!
-
DIY-entusiaster, se hit! Att galvanisera själv är enklare än du tror! Med vår guide får du en omfattande översikt över grunderna i galvanisering och dess fördelar. Dags att starta ett spännande DIY-projekt!
1. Introduktion
Hej där! Vill du lära dig hur du kan galvanisera dina egna metalldelar? Då har du kommit rätt! I denna guide visar vi dig steg för steg hur du genomför ditt DIY-projekt. Men innan vi börjar vill vi förklara vad galvanisering faktiskt innebär. Det är en metod där en skyddande zinkbeläggning appliceras på metallen för att skydda den mot korrosion. Beläggningen skapas genom en kemisk reaktion som binder zinken till metallytan. Nu när du vet vad som väntar – låt oss sätta igång!
2. Vad är galvanisk förzinkning?
Galvanisk förzinkning är en process där ett lager av zink appliceras på en metallyta för att skydda den mot korrosion. Det är en av de mest använda metoderna för att skydda stål och järn från rost. Processen fungerar genom elektrolys, där metallen sänks ner i en zinklösning samtidigt som en elektrisk ström leds genom systemet. Detta gör att zinken fälls ut och bildar ett skyddande skikt på metallen. Galvanisk förzinkning är en kostnadseffektiv och effektiv metod för att skydda metall och passar även utmärkt för DIY-projekt. Med lite kunskap och rätt verktyg kan du enkelt galvanisera dina egna metallföremål hemma.
3. Förberedelser
Innan du börjar galvanisera är det viktigt att förbereda dig ordentligt för att säkerställa ett lyckat resultat. Först och främst bör du se till att du har alla nödvändiga material och verktyg, såsom en zinkanod, ett förzinkningsbad, en strömkälla och skyddshandskar. Du bör också ordna en lämplig arbetsplats med god ventilation och utan brandfarliga material i närheten. Före galvaniseringsprocessen är det avgörande att objektet rengörs noggrant och avfettas för att säkerställa att zinklagret fäster ordentligt. Säkerhet är viktigt, så använd alltid skyddshandskar och skyddsglasögon för att undvika skador. Med dessa förberedelser är du redo att starta ditt DIY-projekt och lyckas med galvanisk förzinkning.
4. Verktyg och material för galvanisering
För att genomföra ditt DIY-projekt med galvanisk förzinkning behöver du rätt verktyg och material. Först måste du välja en lämplig förzinkningslösning, som du kan köpa hos oss. Du behöver också en passande behållare för elektrolytlösningen, t.ex. en plastbehållare eller en gammal rostfri kastrull. En viktig komponent är en likriktare, som reglerar strömstyrkan och ger en jämn förzinkning. Du behöver även en zinkanod, som sänks ner i lösningen och avger zinkjoner till det objekt du vill galvanisera. För att rengöra metallen före galvaniseringen bör du använda sandpapper och rengöringsmedel, exempelvis isopropanol. Med dessa verktyg och material är du redo att genomföra ett lyckat DIY-projekt.
5. Förberedning av ytan
Innan du börjar förzinkningen måste du säkerställa att ytan är ren och slät. Rengör objektet noggrant och ta bort eventuell rost. Använd en stålborste eller sandpapper för att rugga upp ytan och förbättra zinkets vidhäftning. För bästa resultat kan du även behandla ytan med ett lämpligt fett eller olja för att undvika att zink fäster på oönskade områden. Se till att använda endast produkter som är avsedda för galvaniseringsprocessen.
6. Genomför galvanisk förzinkning
Innan du påbörjar galvanisk förzinkning, kontrollera att du har allt material och alla verktyg redo. Du behöver bland annat en zinkanod, en likströmskälla, en plastbehållare, en zinkelektrolytlösning och skyddshandskar. Först måste du rengöra och avfetta objektet för att säkerställa optimal vidhäftning. Därefter ansluter du objektet som katod till strömkällan och sänker ner det i elektrolytlösningen. Zinkanoden fungerar som anod och avger zinkjoner, som sedan fälls ut på objektet och bildar ett skyddande skikt. Ju längre objektet är i lösningen, desto tjockare blir zinklagret. Efter galvaniseringen ska objektet sköljas noggrant och torkas.
7. Efterbehandling av galvaniserade delar
Efter galvaniseringen är det viktigt att efterbehandla delarna korrekt för att förlänga hållbarheten och förbättra utseendet. Skölj objekten noggrant i vatten för att ta bort överskott av zink. Rengör dem sedan med ett milt rengöringsmedel och en mjuk trasa. Låt delarna torka ordentligt innan du applicerar en skyddande beläggning, exempelvis en vax- eller oljebaserad försegling. Detta förhindrar korrosion och ger en blank yta. Efterbehandlingen kan variera beroende på objektets typ och användningsområde, så kontrollera vad som passar bäst för just ditt projekt.
8. Vanliga misstag vid galvanisering
Om du vill uppnå bästa möjliga resultat bör du undvika vissa vanliga misstag vid galvanisering. Ett av de vanligaste misstagen är otillräcklig rengöring av objektet före galvaniseringen. Fett- och oljerester kan försämra vidhäftningen av zinklagret. Det är också viktigt att ta bort rost och andra föroreningar för att uppnå en jämn och hållbar zinkbeläggning. En annan vanlig miss är felaktig beredning av elektrolytlösningen – använd rätt proportioner av zink och syra för optimal konduktivitet. Strömstyrkan är också avgörande; för hög eller för låg ström kan ge ojämna resultat. Genom att undvika dessa misstag kan du säkerställa att ditt DIY-projekt blir en framgång.
9. Slutsats: Galvanisk förzinkning – ett givande DIY-projekt!
Sammanfattningsvis är galvanisk förzinkning ett givande DIY-projekt. Det är inte bara kostnadseffektivt jämfört med att anlita en professionell, utan det ger dig också en chans att lära dig mer om galvaniseringsteknik. Med lite övning och tålamod kan även nybörjare snabbt uppnå goda resultat. Det är dock viktigt att följa säkerhetsföreskrifterna och noggrant följa instruktionerna. Om du är intresserad av metallbearbetning och vill skydda dina föremål mot rost, är galvanisk förzinkning definitivt värt att prova!
- Hur kan man belägga zink (inklusive Zamak)?
-
Galvanisk beläggning på zink eller zinkgjutgods
Om zink redan finns som underlag (t.ex. zinkgjutgods eller förzinkade ytor) och man vill applicera ett ytterligare galvaniskt skikt (t.ex. koppar, nickel, krom osv.), gäller något annorlunda krav än för stål. Zink är en relativt reaktiv metall och kan snabbt angripas av starka syror eller baser. Dessutom tenderar zink att bilda oxidskikt som kan försvåra en god vidhäftning. Vanligtvis—särskilt för zinkgjutgods—används därför en så kallad “strike” (vidhäftningsskikt) för att säkerställa tillförlitlig vidhäftning av det följande toppskiktet. Som vidhäftningsskikt (strike) används ett alkaliskt kopparbad.
Nedan följer en rekommenderad processordning när man vill göra en galvanisk beläggning på zink eller zinkgjutgods:
-
Rengöring / Avfettning
Syfte: Ta bort oljor, fetter och andra föroreningar.
Kommentar: Använd lämpliga (milda) rengöringsmedel eftersom zink kan angripas i starkt alkaliska miljöer. Vanligtvis används nedsänkningsbad, eventuellt i kombination med ultraljud eller spolrengöring. -
Sköljning
Syfte: Avlägsna rester från rengöringsfasen för att undvika att de förs vidare till nästkommande bad.
Tips: Flerstegs sköljning (kallt eller varmt vatten) är ofta användbart för att rengöra ytan grundligt. -
Lätt betning / Aktivering (Konditioneringsmedel)
Syfte: Avlägsna tunna oxidskikt och aktivera zinkytan.
Konditioneringsmedel: Ett speciellt, milt surt bad som lätt späs ut (enligt tillverkarens anvisningar). Det behandlar zinkytan skonsamt utan överdriven etsning. -
(Valfritt) Kort sköljning
Syfte: Avlägsna bet- eller konditioneringsrester för att inte kontaminera kommande bad.
-
Vidhäftningsskikt (alkaliskt kopparbad)
Syfte: Applicera ett mycket tunt men starkt vidhäftande metallskikt, som utgör grund för de efterföljande beläggningarna.
Alkaliskt kopparbad:
- Ger god vidhäftning på zink, förutsatt att ytan är korrekt förberedd.
- Är (jämfört med cyanidhaltiga bad) mer miljövänligt och säkert.
- Viktigt: Noggrann övervakning av pH-värde, komplexbildare och temperatur. -
Huvudbeläggning
Alternativ:
- Ytterligare kopparskikt (surt eller alkaliskt) för ledningsförmåga och utjämning.
- Nickel (matt, halvmatt eller blank) för korrosionsskydd och hårdhet.
- Krom (dekorativ eller hård) för glans och slitstyrka.
- Andra metaller eller legeringar (t.ex. mässing, tenn, brons) beroende på behov. -
Sköljning / Efterbehandling
Syfte: Avlägsna rester av elektrolyt och tillsatser.
Valfritt: Passivering eller försegling för extra korrosionsskydd eller specifikt utseende. -
Torkning / Slutlig inspektion
Torkning: Centrifug, varmluftsugn eller liknande metoder för att undvika vattenfläckar.
Avslutning: Visuell inspektion, mätning av skikttjocklek och vidhäftningstester.
Snabb översikt över processtegen
- Avfettning / Rengöring
- Sköljning
- Lätt betning / Aktivering (Konditioneringsmedel, utspätt)
- (Sköljning)
- Vidhäftningsskikt (alkaliskt kopparbad)
- Huvudbeläggning (t.ex. koppar, nickel, krom osv.)
- Sköljning / Efterbehandling
- Torkning / Slutlig inspektion
-
- Nätaggregatet visar inget eller når inte spänningen
-
Nätaggregat reglerar strömflödet genom spänningen, vilket följer Ohms lag. Om ingen last är ansluten kan ingen ström flöda.
Om strömbegränsningen är inställd på noll kommer även spänningen att sjunka till 0.
Justera spänningen
- Vrid grov- och finjusteringen för spänningen tills önskad utgångsspänning visas på displayen.
- Se till att den inställda spänningen inte överskrider den maximala spänningen för den anslutna enheten.
- Om spänningen inte kan ökas vidare kan strömbegränsningen vara för lågt inställd – öka den.
- Strömflödet bestäms av den ohmska resistansen.
Justera strömbegränsningen
- Ställ in en mycket låg spänning på ca 1 V för att undvika gnistbildning och skapa en kortslutning med de anslutna mätkablarna.
- Nätaggregatet växlar då från konstantspänningsläge (C.V) till konstantströmsläge (C.C), vilket visas på displayen.
- Vrid grov- och finjusteringen för strömmen tills önskad utgångsström visas på displayen.
- När strömbegränsningen har justerats kan kortslutningen lösas upp.
- Öka sedan spänningen till önskat värde.
- När strömbegränsningen används kommer spänningen att anpassas efter den anslutna belastningen.
- Det bildas svart slam eller beläggningen blir matt
-
Om det bildas svart slam eller om beläggningen blir matt vid galvanisering, kan detta indikera flera problem i processen. Här är de vanligaste orsakerna:
Överström:
- Symptom: Svart slam eller en matt, ojämn yta.
- Orsak: Om strömmen är inställd för högt kan metallpartiklar fällas ut för snabbt, vilket leder till en grovkornig, porös eller till och med svart beläggning. Detta är särskilt vanligt när strömtätheten (ström per ytenhet) är för hög.
- Lösning: Sänk strömmen eller spänningen för att uppnå en jämnare och slätare metallavsättning (observera dock att för låg strömtäthet i vissa elektrolyter också kan resultera i en matt yta).
Otillräcklig rengöring av arbetsstycket:
- Symptom: Ojämn, matt beläggning eller svarta fläckar.
- Orsak: Smuts, oxider eller fett på ytan kan störa metallavsättningen och orsaka defekter i beläggningen.
- Lösning: Rengör arbetsstycket noggrant innan det sänks ner i elektrolyten. Ta bort fett, oxidskikt och föroreningar genom noggrann tvätt, slipning och sköljning.
Olämpligt arbetsstyckematerial:
- Symptom: Svart slam i elektrolyten eller matt beläggning.
- Orsak: Om arbetsstyckets material inte är kompatibelt med elektrolyten kan det lösas upp och förorena elektrolyten, vilket leder till en sämre beläggning.
- Lösning: Kontrollera att arbetsstyckets material är lämpligt för den aktuella elektrolyten. Använd rätt elektrolyt för att undvika kemiska reaktioner som kan orsaka förorening.
Felaktig elektrodplacering:
- Symptom: Svarta beläggningar på vissa områden.
- Orsak: En ojämn strömfördelning på grund av dålig placering av anoden eller katoden kan leda till att metall fälls ut ojämnt, vilket orsakar svart slam.
- Lösning: Kontrollera att elektroderna är korrekt placerade och att strömmen fördelas jämnt. Se över avståndet mellan elektroderna och placeringen av arbetsstycket i badet.
För lång galvaniseringstid:
- Symptom: Matt eller mörk beläggning.
- Orsak: Om arbetsstycket är i elektrolyten för länge kan det leda till övermättnad, vilket resulterar i en matt eller svart yta.
- Lösning: Minska galvaniseringstiden och övervaka processen för att säkerställa att önskad skikttjocklek uppnås utan att påverka ytans kvalitet.
För hög eller låg temperatur på elektrolyten:
- Symptom: Matt eller svart beläggning.
- Orsak: Temperaturavvikelser kan påverka kemiska reaktioner i elektrolyten och försämra beläggningens kvalitet.
- Lösning: Kontrollera och justera elektrolytens temperatur för att säkerställa att den ligger inom det optimala intervallet för processen.
Sammanfattning:
Svart slam eller en matt beläggning vid galvanisering beror oftast på för hög ström, otillräcklig rengöring, olämpligt arbetsstyckematerial, ojämn strömfördelning eller temperaturavvikelser. Genom att justera dessa parametrar kan du förbättra beläggningens kvalitet avsevärt.
- Kromavsättningen blir mörk
-
Det är normalt att krom ser mörkt ut i de första faserna av utfällningen. Detta beror på att kromskiktet initialt är mycket finkristallint, vilket påverkar ljusreflektionen och gör att ytan verkar mörk. När utfällningen fortsätter växer kristallerna, och skiktet blir gradvis ljusare och får den typiska kromfärgen.
Det kan också vara så att strömtätheten är för hög. En för hög strömtäthet gör att kromskiktet fälls ut för snabbt och ojämnt, vilket kan leda till en mörk eller svart yta. En lägre strömtäthet ger en jämnare kristallbildning och därmed ett ljusare och mer homogent kromskikt. Här måste en balans hittas mellan hastighet och kvalitet.
En annan viktig faktor är att elektrolyten kan ha blivit för varm på grund av den höga strömtätheten. För hög temperatur kan också leda till mörkfärgning av skiktet. I detta fall bör strömtätheten sänkas, eller utfällningen avbrytas för att låta elektrolyten svalna.
- Beläggningen på rostfritt stål håller inte
-
Om beläggningen inte fäster på rostfritt stål beror det oftast på otillräcklig förbehandling. Rostfritt stål bildar en osynlig oxidhinna inom några sekunder vid kontakt med luft. Denna skyddar metallen från kemiska reaktioner men försämrar samtidigt vidhäftningen av beläggningar avsevärt.
För att säkerställa en hållbar beläggning är det avgörande att förbehandla arbetsstycket med en Nickel-Strike. Denna galvaniska aktivator avlägsnar oxidhinnan och det krom som finns i stållegeringen och bildar ett tunt, vidhäftande nickelskikt som en bas för vidare beläggning.
Alternativt kan en Gold-Strike (Gold-Flash) användas för att uppnå liknande resultat.
- Det fälls inte ut något nickel på järn
-
Det krävs lite tålamod eftersom nickel fälls ut ganska långsamt. Om strömtätheten är för låg kan processen ta mycket längre tid. Samtidigt bör det inte bildas för många gasbubblor, eftersom detta kan orsaka svarta ränder på ytan.
En stor nackdel är att nickelavsättningen är svår att se tydligt under processen.
Kontrollera även anodens polaritet – den måste vara ansluten till plus, medan det objekt som ska beläggas måste vara kopplat till minus.
- Betalningsmöjligheter
-
Du kan slutföra ditt köp hos oss med hjälp av följande betalningsmetoder:
- ApplePay
- Klarna
- Kreditkarte
- PayPal
- Förskottsbetalning (via banköverföring)
De tillgängliga betalningsmetoderna kan variera beroende på leveransland, vilken teknik som används, vilka cookies som valts eller innehållet i varukorgen.
- Fraktinformation
-
Här hittar du tabellen över fraktkostnader.
Små och lätta försändelser kan skickas som Varupost (upp till 1 kg). Observera dock att det ibland tar lite längre tid att leverera varupost. Standardleveranstiden inom EU är vanligtvis ca 3-7 dagar.
Land Paketleverans Varuposten Sverige 12,00€ 6,90€ Finland 13,00€ 7,50€ Norge 19,00€ 7,90€