
Spridningen i galvaniseringen
Här behandlar vi den mycket viktiga spridningen som måste beaktas. Anoden bör anpassas efter formen på det arbetsstycke som ska beläggas. Om det enbart är ett ökat strömflöde skulle det på de ställen närmare anoden bli mörkt och matt, eftersom den lokala strömtätheten då blir för hög.
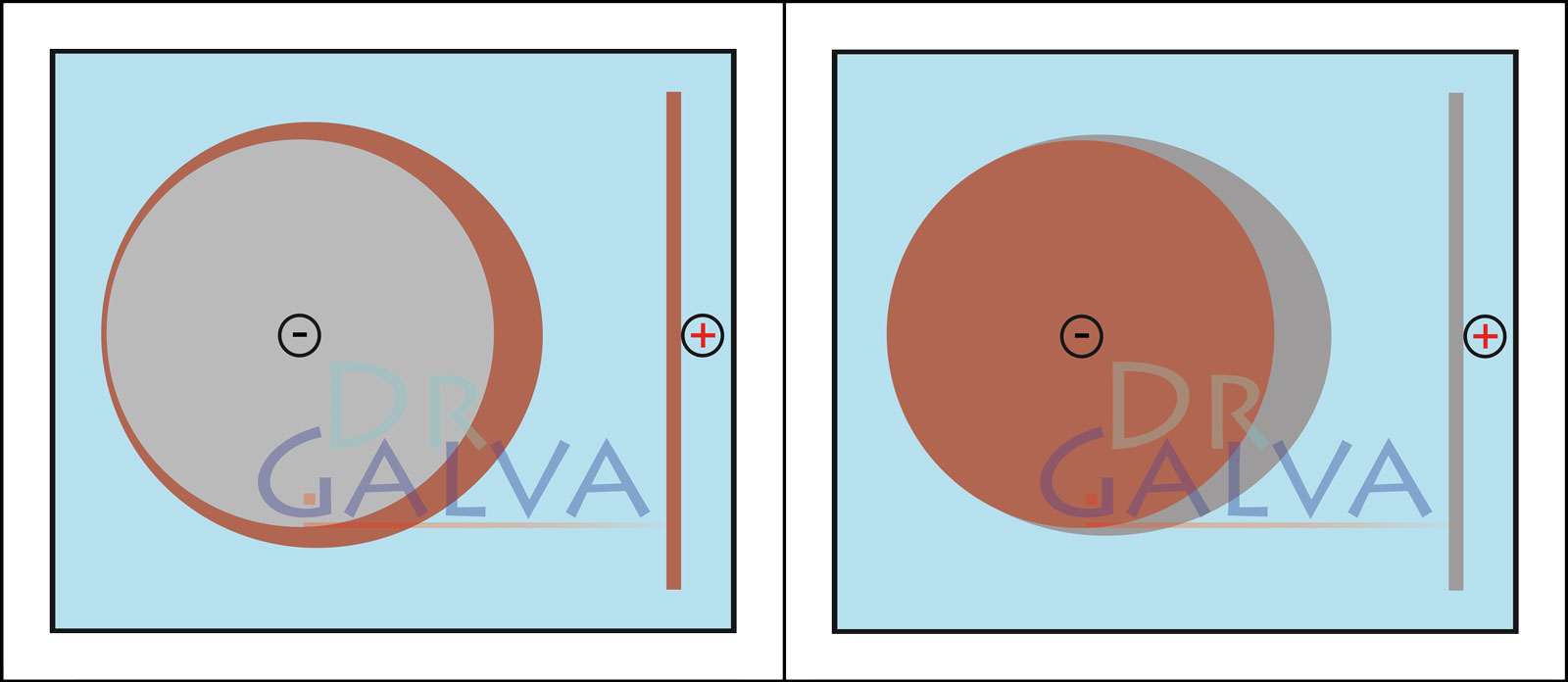
| Bra spridning (t.ex. koppar surt) vid användning av en platt anod. Ju mindre avståndet är, desto mer ström flyter på dessa ställen och desto mer metall avsätts där. Tack vare den goda spridningen avsätts dock ett tunt skikt även på baksidan. | Dålig spridning (t.ex. zink svagt surt). Här avsätts metall endast på den anodenvända sidan. På baksidan flyter praktiskt taget ingen ström och där sker ingen avsättning, eller endast minimal. |
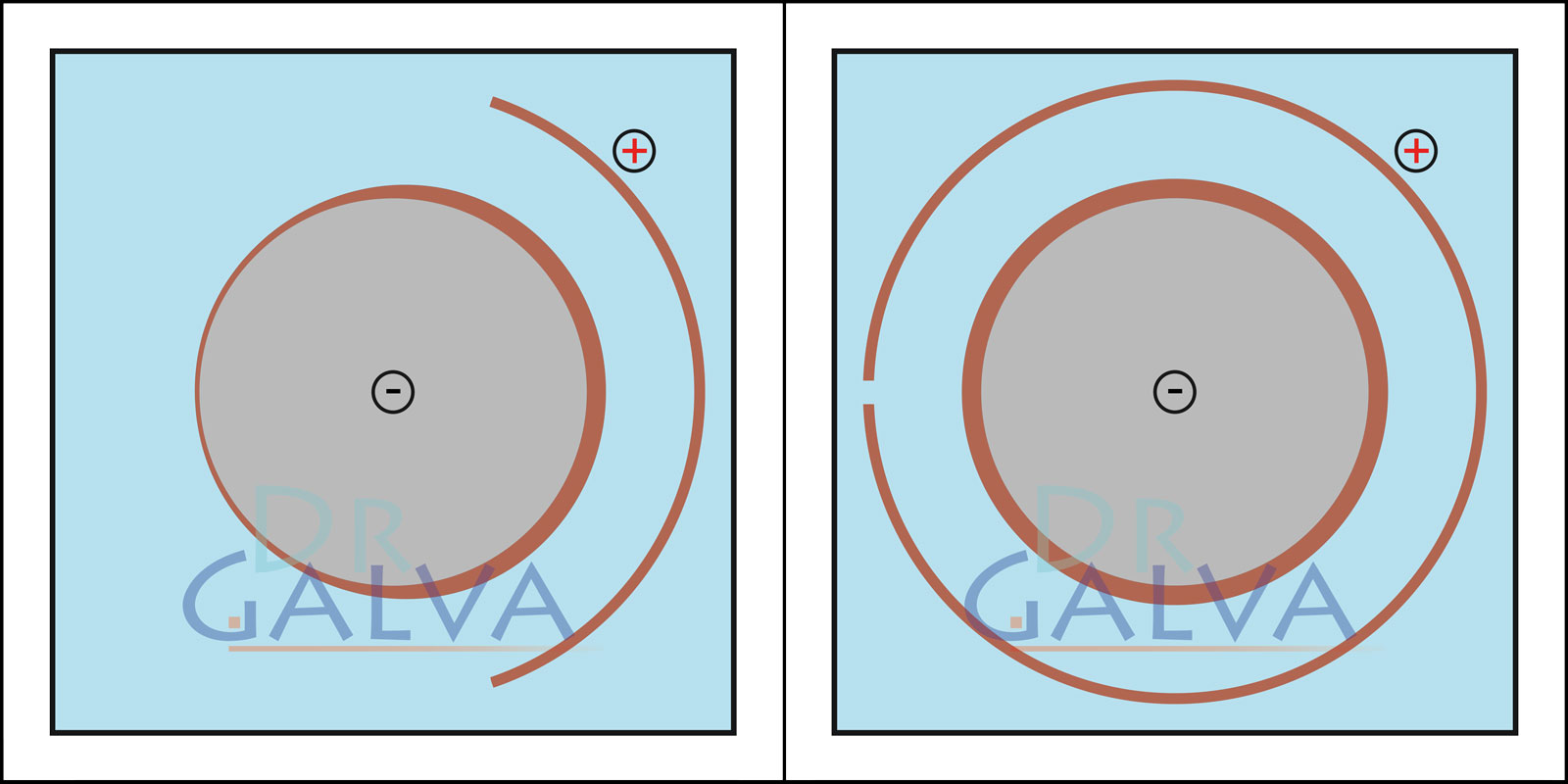
| Vid en form som är anpassad till arbetsstycket avsätts metallen betydligt jämnare. På den anodonvända sidan blir skiktet tunnare. Totalt sett blir skiktet betydligt jämnare jämfört med en platt anod. | I det galvaniska badet finns en ringanod och arbetsstycket. På detta sätt säkerställs att avståndet mellan anoden och arbetsstycket är lika stort runt om. För att uppnå en jämn avsättning är det inte nödvändigt att rotera arbetsstycket. |
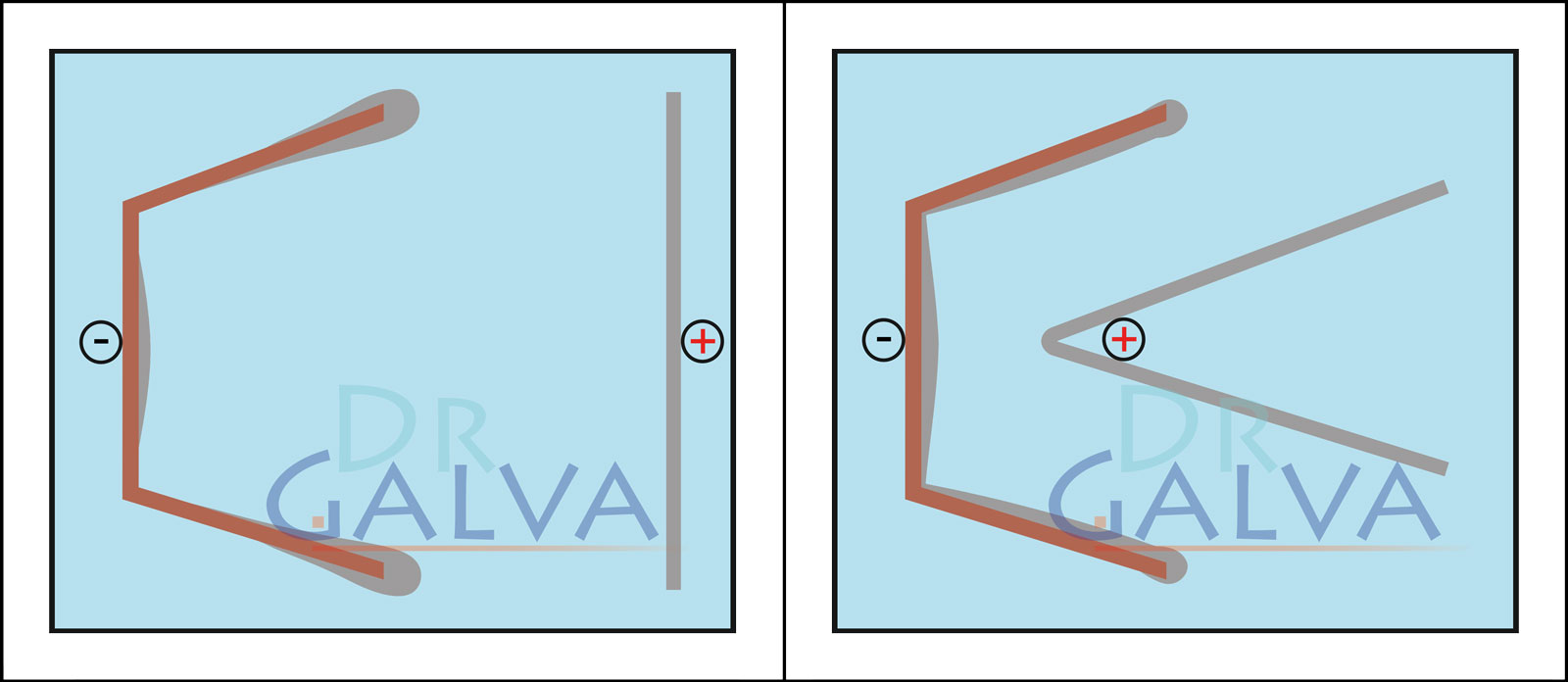
| Detta är den mest komplicerade formen, där metallen nästan endast avsätts på den anodenvända sidan. | Med en anod som är anpassad efter arbetsstyckets form sker fortfarande en god avsättning inuti, även hörnen beläggs. Dock är detta ganska tidskrävande. |